| (19) |
 |
|
(11) |
EP 0 028 733 B1 |
| (12) |
EUROPÄISCHE PATENTSCHRIFT |
| (45) |
Hinweis auf die Patenterteilung: |
|
25.07.1984 Patentblatt 1984/30 |
| (22) |
Anmeldetag: 22.10.1980 |
|
| (51) |
Internationale Patentklassifikation (IPC)3: E06B 9/16 |
|
| (54) |
Rolladen, Verfahren zur Herstellung desselben und Hohlprofilstab für Rolladen
Roller shutter, process for manufacturing same and hollow slat for roller shutters
Volet roulant, procédé pour sa fabrication et lame creuse pour volets roulants
|
| (84) |
Benannte Vertragsstaaten: |
|
AT BE CH DE FR GB IT LI |
| (30) |
Priorität: |
31.10.1979 CH 9746/79
20.12.1979 CH 11298/79
|
| (43) |
Veröffentlichungstag der Anmeldung: |
|
20.05.1981 Patentblatt 1981/20 |
| (71) |
Anmelder: Steineberg, Kurt |
|
CH-4900 Langenthal (CH) |
|
| (72) |
Erfinder: |
|
- Steineberg, Kurt
CH-4900 Langenthal (CH)
|
| (74) |
Vertreter: Keller, Hartmut et al |
|
() |
| (56) |
Entgegenhaltungen: :
|
| |
|
|
|
|
| |
|
| Anmerkung: Innerhalb von neun Monaten nach der Bekanntmachung des Hinweises auf die
Erteilung des europäischen Patents kann jedermann beim Europäischen Patentamt gegen
das erteilte europäischen Patent Einspruch einlegen. Der Einspruch ist schriftlich
einzureichen und zu begründen. Er gilt erst als eingelegt, wenn die Einspruchsgebühr
entrichtet worden ist. (Art. 99(1) Europäisches Patentübereinkommen). |
[0001] Die Erfindung betrifft einen Rolladen nach dem Oberbegriff des Anspruchs 1. Ferner
betrifft die Erfindung ein Verfahren zur Herstellung desselben und einen Hohlprofilstab
für Rolladen.
[0002] Ein Rolladen, ein Verfahren zu dessen Herstellung und ein Hohlprofilstab für Rolladen
der im Oberbegriff der Ansprüche 1, 5 und 8 angegebenen Art sind in der DE-B-1 253
897 vorgeschlagen worden, zur Lösung der Aufgaben erstens das Zusammenfügen der Rolladenhohlprofilstäbe
zu erleichtern und zweitens ein gegenseitiges Verschieben der Stäbe zu verhindern,
ohne dass dazu an jedem zweiten Hohlprofilstab des Rolladens stirnseitige, die Gelenkstellen
abdeckende Querplatten nach dem Zusammenfügen der Stäbe angebracht werden müssen.
[0003] Zur Lösung der letzteren dieser beiden Aufgaben schlägt diese Druckschrift vor, an
Stelle des beim damaligen Stand der Technik üblichen, von einem Stabende zum anderen
durchgehenden, an beiden Enden offenen Längsspaltes einen Längsspalt vorzusehen, der
an seinen Enden durch Querstege geschlossen ist, welche eine Verschiebung der durch
diesen Spalt hindurchragenden Verbindungslasche verhindern.
[0004] Da die Verbindungslasche eines Stabes dabei nicht mehr in der herkömmlichen Art an
einer Stirnseite eines anderen in dessen durchgehenden Längsspalt geschoben werden
konnte, sollte ihr Verankerungsprofil nach diesem Vorschlag durch den Längsspalt unter
elastischer Aufweitung desselben bzw. elastischer Verformung des Verankerungsprofils
hindurchgezwängt und damit die erstgenannte Aufgabe dadurch gelöst werden, dass benachbarte
Stäbe einfach senkrecht zu ihrer Längsrichtung zusammengestossen werden. Der an beiden
Enden durch Querstege begrenzte Längsspalt ist jedoch bestenfalls in einem mittleren
Bereich, keinesfalls aber an den Enden aufweitbar.
[0005] Zur Vermeidung dieses Nachteils wird gemäß der DE-U-7 517 475 vorgeschlagen, im Bereiche
des « Hakens elastisch verformbares Material zu verwenden. Dabei wird eingeräumt,
dass auch mit diesem weiteren Vorschlag die Schlitze etwas länger als die Haken sein
müssen, das heisst, dass eine gewisse Verschiebbarkeit unvermeidbar ist. Soll diese
klein sein, müssen die Ansätze leicht verformbar sein, und dies ist nachteilig für
die Zugfestigkeit des Rolladens, die dem diesen belastenden Gewicht der Einlage in
der untersten Abschlussleiste (Einlage 10 in der Leiste C in Fig. 2 der DE-B-1 253
897) und den Reibungskräften in den Rolladenführungen, besonders bei Verschmutzung
derselben, widerstehen muss.
[0006] Durch die Erfindung, wie sie in den Ansprüchen gekennzeichnet ist, wird die Aufgabe
gelöst, einen Rolladen dieser Art zu schaffen, dessen Hohlprofilstäbe schneller und
verschiebe sicher mit einer weniger aufwendigen Verfahrensweise zusammenfügbar sind.
[0007] Die Hohlprofilstäbe des erfindungsgemässen Rolladens können auf einfache Art unverschiebbar
aneinandergefügt werden. Man kann alle Hohlprofilstäbe für einen herzustellenden Rolladen
nebeneinander legen und alle gleichzeitig einfach zusammenstossen. Dabei ist ihre
Herstellung nicht aufwendiger als die der Hohlprofilstäbe des bekannten Rolladens.
Sie können unter Ausnutzung der federnden Nachgiebigkeit der breiteren Profilwände
auch leichter und schneller voneinander gelöst und somit bei Reparaturen an Ort und
Stelle ausgewechselt werden.
[0008] Der Rolladen, das Verfahren zu einer Herstellung und der Hohlprofilstab für Rolladen
werden im folgenden anhand der beiliegenden nur schematischen Zeichnungen beispielsweise
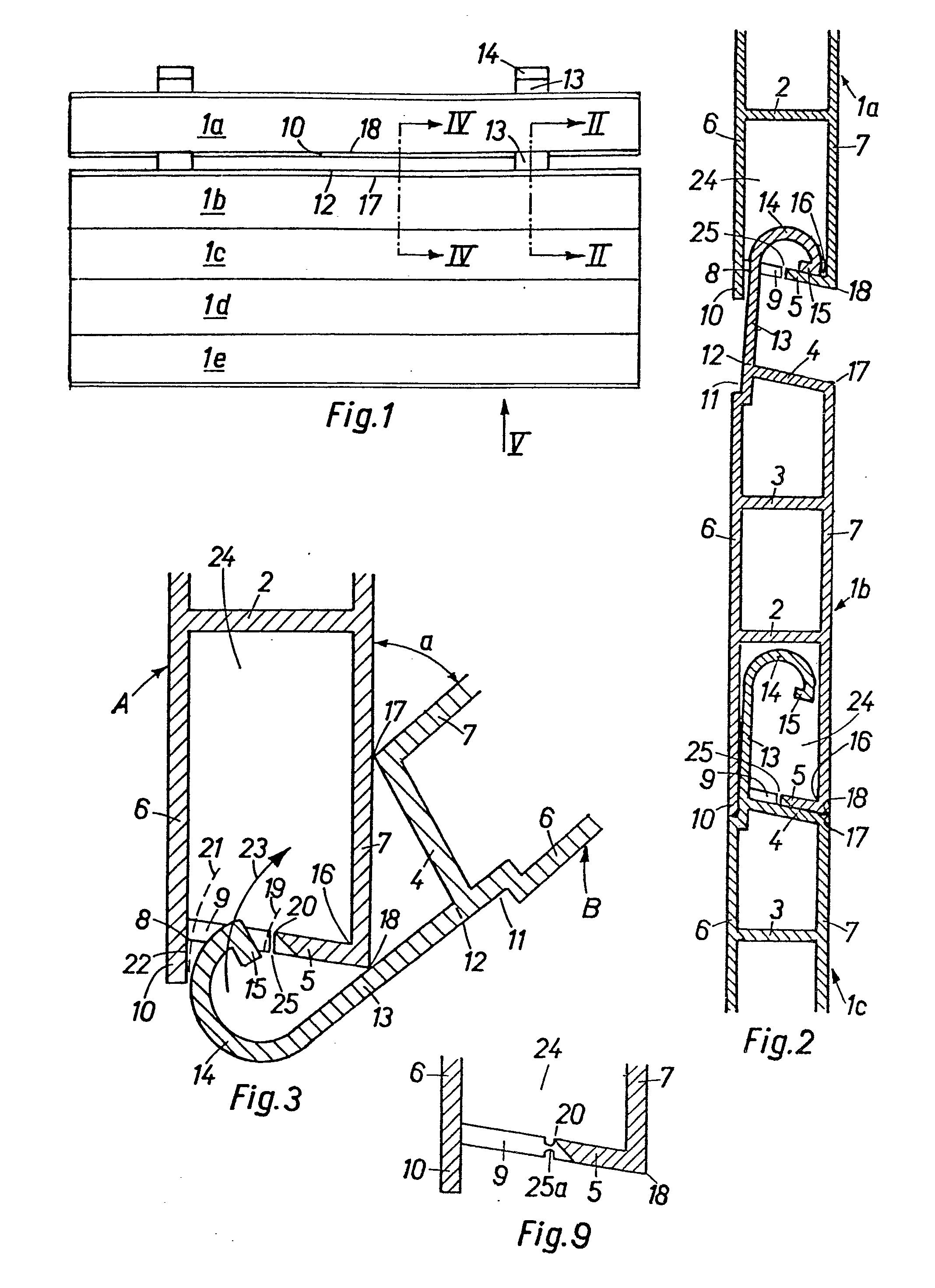
näher beschrieben. Es zeigen :
Figur 1 eine Ansicht eines Teiles eines Rolladens,
Figur 2 einen Querschnitt nach der Linie 11-11 in Fig. 1, in grösserem Massstab,
Figur 3 einen teilweisen Querschnitt zweier Hohlprofilstäbe in einer zum voneinander
Lösen dienenden und auch zum Zusammenfügen geeigneten, gegenseitigen Lage, in noch
grösserem Massstab,
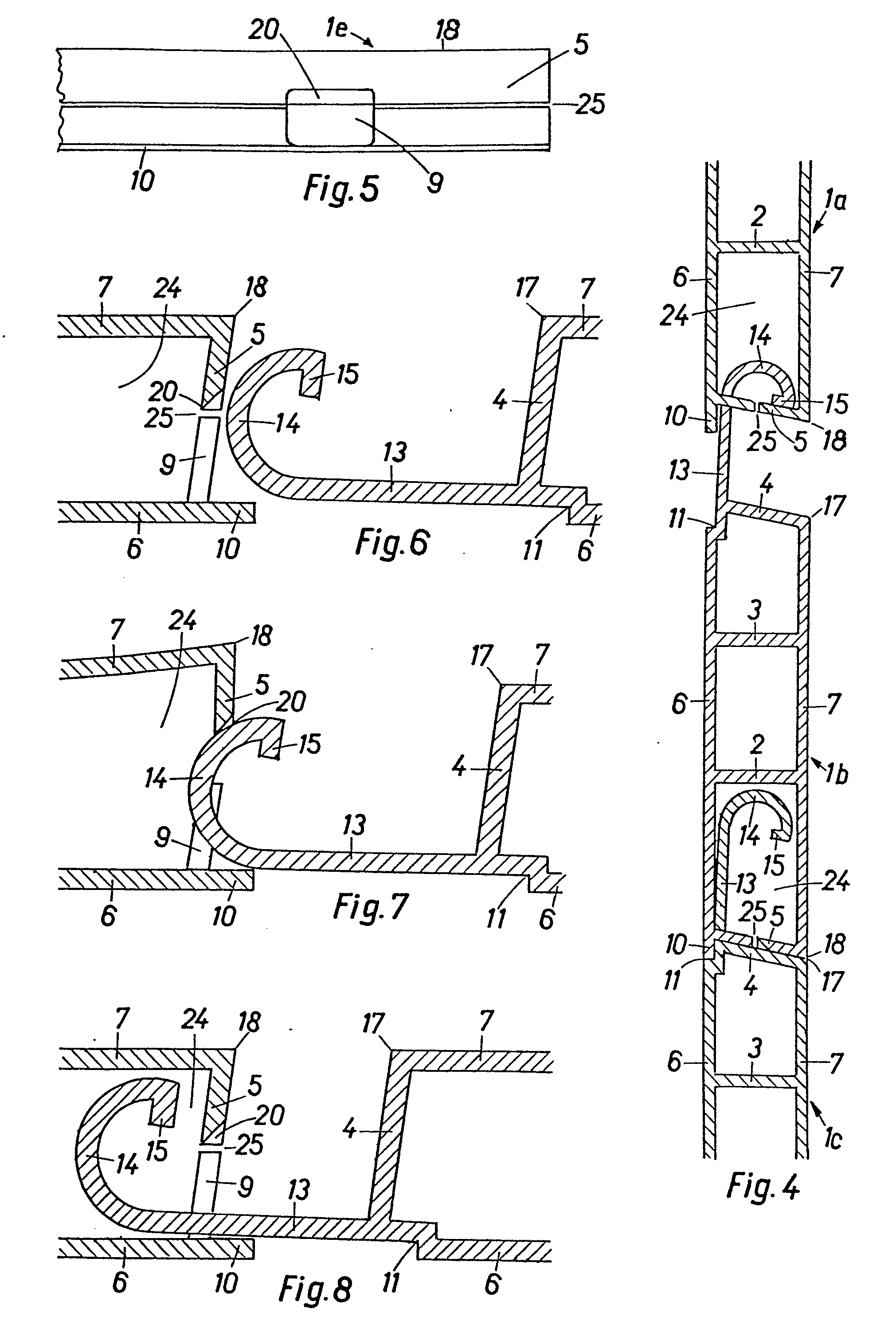
Figur 4 einen Querschnitt nach der Linie IV-IV in Fig. 1 im Massstab der Fig. 2,
Figur 5 eine Teilweise Ansicht in Richtung des Pfeiles V in Fig. 1, im Massstab der
Fig. 2 und 4,
Figur 6 bis 8 je einen teilweisen Querschnitt zweier nebeneinanderliegender Hohlprofilstäbe
in verschiedenen aufeinanderfolgenden Phasen eines Vorgangs, bei dem die Stäbe durch
Zusammenstossen miteinander verbunden werden, im Massstab der Fig. 3,
Figur 9 eine Variante einer Einzelheit eines Hohlprofilstabes, im Massstab der Fig.
3 und 6 bis 8.
[0009] Der in Fig. 1, 2, 4 und 5 gezeigte Teil eines Rolladens umfasst fünf Hohlprofilstäbe
1a bis 1e, von denen der Stab 1 b am Stab 1a hängt und auf den übereinander stehenden
Stäben lc, 1d und 1e steht. Die Stäbe sind einander gleich und haben, wie Fig. 2 und
4 zeigen, ein flaches, viereckiges Hohlraumprofil mit zwei schmaleren Längsseiten
4 und 5, zwei breiteren Längsseiten 6 und 7 und zwei zur Versteifung dienenden Stegen
2 und 3. Die obere und die untere der schmaleren Längsseiten 4 und 5 verlaufen schiefwinklig
zu den breiteren Längsseiten 6 und 7. An dem Rand 8 der Seite 5, an welcher der Winkel
zwischen dieser Seite 5 und der angrenzenden Seite 6 stumpf ist, weisen die Seite
5 zwei Langlöcher 9 und die Seite 6 einen die Seite 5 überragenden Vorsprung 10 auf.
Diesem Vorsprung 10 ist eine Stufe 11 an der benachbarten Kante 12 des benachbarten
Stabes zugeordnet. In diese Stufe 11 greift der Vorsprung 10 hinein, wenn die Stäbe
in miteinander fluchtender Lage aneinander anstossen (Stäbe 1b und 1c in Fig. 2 und
4). Dabei sind die Stäbe in Richtung ihrer Dicke durch den Ansatz 10, die Stufe 11
und infolge der Neigung der Seiten 4 und 5 in bezug aufeinander fixiert.
[0010] Unmittelbar an der Stufe 11 hat jeder Stab zwei an der Seite 4 vorstehende Ansätze
13, 14, 15. Jeder Ansatz 13, 14, 15 greift durch eines der Langlöcher 9 an der benachbarten
Seite 5 des benachbarten Stabes ein und hat ein in der Stabquerschnittsebene hakenförmig
gekrümmtes Ende 14 mit einem nach innen gerichteten Vorsprung 15, der sich in der
spitzwinkligen Ecke 16 zwischen der Seite 7 und der Seite 5 auf der letzteren abstützt,
wenn die Stäbe aneinander hängen (Stäbe 1a und 1b in Fig. 2 und 4).
[0011] Die Ansätze 13, 14, 15 sind in Längsrichtung der Stäbe den Langlöchern 9 angepasst,
wodurch die Stäbe in Richtung ihrer Länge in bezug aufeinander fixiert sind. In der
Stabquerschnittsebene sind die Ansätze 13, 14, 15 wie im folgenden anhand der Fig.
3 beschrieben, derart geformt, dass ihre hakenförmig gekrümmten Enden 14, 15 nur dann
in die Langlöcher 9 eingehängt werden können, wenn die Stäbe einen Winkel miteinander
einschliessen, der kleiner ist, als der kleinste, beim Aufrollen des Rolladens vorkommende
Winkel, und dass die hakenförmig gekrümmten Enden 14, 15 nicht aushaken können, wenn
die Stäbe einen grösseren Winkel einschliessen.
[0012] In der in Fig. 3 gezeigten gegenseitigen Lage schliessen die Seiten 7 der nebeneinander
liegenden, mit A und B bezeichneten Stäbe einen spitzen Winkel a ein. Die Kante 17,
an welcher die Seiten 7 und 4 des Stabes B zusammentreffen, liegt an der Seite 7 des
Stabes A, und der Ansatz 13 des Stabes B liegt an der Kante 18, an welcher die Seiten
5 und 7 des Stabes A zusammentreffen. Der das innere Ende des Vorsprungs 15 berührende
Kreisbogen 19 mit der Kante 18 als Zentrum verläuft im Langloch 9 dicht neben dessen
der Kante 18 zugewandten (näheren) Längsrand 20. Der das hakenförmige Ansatzende 14
aussen berührende Kreisbogen 21 mit der Kante 18 als Zentrum verläuft dicht vor der
dem Langloch 9 zugewandten Fläche 22 des Vorsprungs 10. Dies ermöglicht es, das hakenförmige
Ansatzende 14, 15 durch das Langloch 9 in den Hohlraum 24 des Stabes A einzuführen,
indem der Stab B in Richtung des Pfeiles 23 um die Kante 18 geschwenkt wird. Wird
der Stab B danach weiter geschwenkt bis die Stäbe A und B miteinander fluchten (wobei
sich sein Ansatz 13 von der Kante 18 des Stabes A löst) oder einfach losgelassen,
dann hängt der Stab B am Stab A sowie in Fig. 1, 2 und 4 der Stab 1 am Stab 1a a hängt,
wobei der Vorsprung 15 des Ansatzes 13, 14, 15 des unteren Stabes in der spitzwinkligen
Ecke 16 zwischen der Seite 7 und der Seite 5 des oberen Stabes auf dessen Seite 5
ruht. Die äussere Weite (der Halbkreisdurchmesser) des Hakenförmigen Ansatzendes 14,
15 ist grösser als die Breite des Langloches 9, so dass der Ansatz 13, 14, 15 nicht
aus dem Langloch 9 aushaken kann, es sei denn, die Stäbe würden in die in Fig. 3 dargestellte
gegenseitige Lage gebracht, die sie im Gebrauch niemals einnehmen. Jedoch ist die
Möglichkeit, die Stäbe in dieser Lage auf entsprechende Weise wieder voneinander zu
lösen, bei einer Demontage des Rolladens zeitsparend.
[0013] Wenn das hakenförmige Ansatzende, wie gezeichnet, halbkreisförmig ist, kann sein
äusserer Radius auch wenig kleiner als die Langlochbreite bemessen werden, in welchem
Falle das hakenförmige Ansatzende in das Langloch geschoben und herausgezogen werden
kann, wenn die Stäbe etwa rechtwinklig zueinander stehen. Im allgemeinen entspricht
die Langlochbreite ungefähr der halben Breite der Seite 5.
[0014] Die mit den Langlöchern 9 versehene Seite 5 jedes Stabes ist unmittelbar an die Langlöcher
9 anschliessend durchgehend längs geschlitzt, d. h. es erstrecken sich Schlitze 25
von einem Langloch 9 zum anderen und von den äusseren Langlöchern bis an die Stabenden,
so dass die Seite 5 aus zwei nicht zusammenhängenden sondern durch die Langlöcher
9 und die Schlitze 25 voneinander getrennten Teilen besteht. Die Weite der Schlitze
25 ist wesentlich kleiner als die Breite der Langlöcher 9. Im dargestellten Beispiel
münden die Schlitze 25 in die Langlöcher 9 an deren der Seite 7 zugewandten (näheren)
Längsrand 20. Dadurch wird erreicht, dass die Ansätze 13 bei aneinander hängenden
und bei aufeinander stehenden Stäben den grösstmöglichen Abstand von den Schlitzen
25 haben und keinesfalls in diese gelangen können. Dies muss vermieden werden, damit
benachbarte Stäbe sich nicht in ihrer Längsrichtung gegeneinander verschieben können.
Dies wird zusätzlich noch dadurch verhindert, dass die Schlitzweite viel kleiner ist
als die Dicke der Ansätze.
[0015] An Stelle der Schlitze 25 können, wie Fig. 9 zeigt, Sollbruchstellen 25a vorgesehen
sein, die, wie weiter unten erläutert, vor dem Zusammenfügen der Stäbe gebrochen oder
durchgeschnitten oder beim Zusammenstossen der Stäbe (Fig. 5 bis 8) gebrochen werden.
[0016] Die Wandstärke einer oder beider Seiten 6 und 7, vorzugsweise der Seite 7, ist im
Bereich zwischen dem Steg 2 und der Seite 5 so bemessen, dass diese Wandteile federnd
nachgeben (spreizen), wenn die hakenförmigen Ansatzenden 14 in die Langlöcher 9 gestossen
werden, wie Fig. 6 bis 8 zeigen.
[0017] Um das Einführen der hakenförmigen Ansatzenden 14 in die Langlöcher 9 zu ermöglichen
oder zu erleichtern, sind jene in der Stabquerschnittsebene aussen in dem Bereich,
in dem sie beim Einführen an den Längsrändern der Langlöcher 9 gleiten, in der von
der Seite 4 wegweisenden Richtung verjüngt. Bei der dargestellten, halbkreisförmigen
Hakenform ist die Verjüngung durch die in diesem Bereich liegenden Kreisbogenabschnitte
gebildet. Die Ansatzenden können aber auch eine andere in diesem Sinne verjüngte Form
haben, z. B. etwa V-förmig sein.
[0018] Durch den in Fig. 6 bis 8 dargestellten Vorgang können mehrere oder alle Stäbe für
einen Rolladen auf einmal zusammengefügt werden. Sie werden dazu in Querrichtung ihrer
breiteren Längsseiten 6 und 7 verschiebbar so aneinander gereiht, dass die hakenförmigen
Ansatzenden 14 des einen von zwei benachbarten Stäben vor den Langlöchern 9 des anderen
liegen. Diese Reihe der Stäbe wird an einem Ende an einem Widerlager abgestützt. Die
Stäbe werden dann in einem einzigen Arbeitsgang miteinander verbunden, indem auf das
andere Ende der Reihe so lange gestossen wird, bis die Ansätze 13, 14 durch die Langlöcher
9 hindurch in den Hohlraum 24 eindringen, und die einander benachbarten schmaleren
Längsseiten 4 und 5 aller Stäbe zusammenstossen. Bei der Ausführung mit Sollbruchstellen
25a (Fig. 9) werden diese zur Bildung der Schlitze 25 entweder vor dem Zusammenstossen
der Profilstäbe durch einen auf die schmalere Längsseite 5 ausgeübten Schlag oder
Druck gebrochen oder mit einem Messer durchgeschnitten oder dadurch gebrochen, dass
die hakenförmigen Ansatzenden die Oeffnungen 9 erweitern, wenn sie durch diese hindurchgetrieben
werden.
[0019] Zum Zusammenstossen können die Stäbe zwischen zwei Platten oder zwischen mehreren
Leisten angeordnet werden, wobei zusätzlich seitliche Führungsleisten für die Stabenden
vorgesehen werden können. Auch können die Stäbe lediglich an ihren Enden in zwei U-Profilleisten
verschiebbar gehalten werden. Der Abstand der Platten oder Leisten bzw. der Abstand
der beiden U-Schenkel jeder der beiden Profilleisten ist so zu wählen, dass die Profilstabwandteile
zwischen dem Steg 2 und der Seite 5 beim Einführen der hakenförmigen Ansatzenden 14
in die Langlöcher 25 wie erwähnt elastisch nachgeben (spreizen) können.
[0020] Zur gleichmässigen Verteilung des Stosses über die Stablänge wird der Stoss mittels
einer sich über die ganze Stablänge erstreckenden Leiste oder einer derartigen Stossbacke
ausgeübt. Das Widerlager und die Stossbacke haben zweckmässig Vertiefungen zur Aufnahme
der Ansätze 13, 14 bzw. eine Vertiefung zur Aufnahme des Vorsprungs 10, so dass der
Stoss auf die schmalere Längsseite 4 bzw. 5 an einem Ende der Reihe ausgeübt bzw.
an dieser schmaleren Längsseite am anderen Ende der Reihe vom Widerlager aufgenommen
wird.
[0021] Die Stäbe können zwei Ansätze, wie in Fig. 1 gezeigt, oder mehr als zwei Ansätze
oder nur einen einzigen Ansatz haben, der sich bis nahe an die Stabenden erstreckt,
wobei sich die Schlitze 25 bzw. Sollbruchstellen 25a zwischen den Enden des Langlochs
und den Stabenden erstrecken. Die in Stablängsrichtung liegende Abmessung der Ansätze
kann, wie in Fig. 1 und 5, kleiner aber auch gleich oder grösser als die Schlitzlänge
sein.
[0022] Die Stäbe werden von in grösserer Länge extrudiertem Hohlprofilstabmaterial in der
gewünschten Länge abgeschnitten. Vor oder nach dem Abschneiden werden die Langlöcher
9 gefräst und der beim Extrudieren auf der ganzen Länge des Stranges gebildete Teil
des Profils, der den Querschnitt des Ansatzes 13, 14, 15 hat, ausserhalb der zu bildenden
Ansätze entfernt (weggefräst). Zur Bildung der Schlitze bzw. Sollbruchstellen kann
das Stabprofil mit einem fortlaufenden Schlitz oder einer fortlaufenden Sollbruchstelle
extrudiert werden. In diesem Fall hat die Ausführungsform mit Sollbruchstellen den
Vorteil, dass die Langlöcher in die ein Ganzes bildende, d. h. nicht durch einen fortlaufenden
Schlitz geteilte Hohlstabwand gefräst werden, was die Fräsarbeit erleichtert. Bei
der Ausführungsform mit Schlitzen kann dieser Vorteil dadurch erreicht werden, dass
das Hohlprofil ohne den fortlaufenden Schlitz extrudiert und die Schlitze nach dem
Fräsen der Langlöcher gefräst werden.
[0023] Die Langlöcher und die Schlitze können auch dadurch gebildet werden, dass das Hohlstabprofil
mit einer durchgehenden Längsöffnung hergestellt (extrudiert) ist, die an wenigstens
einer Stelle des Stabes durch ein dort angebrachtes (z. B. angeklebtes oder angeschweisstes)
Stück verengt ist, um eine schlitzartige Verengung der Längsöffnung zu erzielen, wobei
die Längsöffnung beiderseits der Verengung Langlöcher bildet. Dabei ist der Umfang
von Langlöchern, die unmittelbar an eine Stabstirnseite angrenzen, an dieser unterbrochen.
Die Schlitze können statt durch Anbringen solcher Stücke auch dadurch erhalten werden,
dass das Hohlstabprofil mit einer Längsöffnung extrudiert wird, die an wenigstens
einem ihrer Längsränder einen nach innen gebogenen Rand hat, der an den betreffenden
Stellen zur Verengung der Längsöffnung in die Lochebene gebogen wird. Dazu wird zweckmässig
ein an der Extruderdüse angebrachtes Werkzeug (Biegezange) periodisch betätigt, um
das extrudierte, noch plastische Material in Zeitabständen, die den Langlochlängen
entsprechen, an einer der Schlitzlänge entsprechenden Stelle zu biegen. Selbstverständlich
kann dazu auch ein selbständiges, geheiztes Biegewerkzeug (Biegezange) dienen.
[0024] Die Hohlprofilstäbe können im übrigen alle Merkmale der aus der CH-A-539190 bekannten
Hohlprofilleisten haben.
1. Rolladen aus flachen Hohlprofilstäben (1a bis 1e), von denen je zwei einander benachbarte
durch Ansätze (13, 14) gelenkig miteinander verbunden sind, deren jeder an einer (4)
der schmaleren Längsseiten (4, 5) eines Hohlprofilstabes vorsteht, durch eine Oeffnung
(9) der benachbarten schmaleren Längsseite (5) des anderen Hohlprofilstabes in dessen
Hohlraum (24) hineingreift und in der Querschnittsebene der Hohlprofilstäbe ein hakenförmig
gekrümmtes Ende (14) aufweist, das sich an der schmaleren Längsseite (5) dieses Hohlraumes
(24) neben der Oeffnung (9) abstützt, wenn die Hohlprofilstäbe aneinander hängen,
wobei die hakenförmigen, im Querschnitt nach vorn wenigstens teilweise verjüngten
Enden (14) der Ansätze (13, 14) je eines Hohlprofilstabes (1 b-1e) durch die Oeffnungen
(9) des benachbarten Hohlprofilstabes (1a-1d) in Richtung parallel zu dessen breiteren
Längsseiten (6, 7) unter elastischer Aufweitung der Oeffnungen (9) bzw. elastischer
Verformung der hakenförmigen Enden (14) hindurchgezwängt sind, dadurch gekennzeichnet,
dass die mit den Oeffnungen (9) versehenen schmaleren Längsseiten (5) der Hohlprofilstäbe
unmittelbar an die Oeffnungen (9) anschliessend durchgehend längs geschlitzt sind
(Schlitze 25), dass die Breite der Schlitze (25) kleiner als die Dicke des Ansatzes
(13) ist, und dass wenigstens einer der an diese schmaleren Längsseiten (5) angrenzenden
Wandteile der breiteren Längsseiten (6, 7) federnd nachgiebig ist.
2. Rolladen nach Anspruch 1, dadurch gekennzeichnet, dass die Schlitze (25) gebrochene
Sollbruchstellen (25a) sind.
3. Rolladen nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass die Oeffnungen (9)
an einem Längsrand (8) einer (5) der schmaleren Längsseiten (4, 5) angeordnet sind,
und die hakenförmigen Ansatzenden (14) sich neben dem gegenüberliegenden Längsrand
(18) an der Innenfläche dieser schmaleren Längsseite (5) abstützen, wenn die Hohlprofilstäbe
aneinander hängen, und dass die Schlitze (25) an den Enden des Randes (20) der vorzugsweise
als Langlöcher (9) ausgebildeten Oeffnungen, der dem genannten gegenüberliegenden
Längsrand (18) der schmaleren Längsseite (5) zugewandt ist, in die Oeffnungen (9)
münden.
4. Rolladen nach Anspruch 1, 2 oder 3, dadurch gekennzeichnet, dass die Ansätze (13,
14) mit den hakenförmig gekrümmten Enden (14) und die Oeffnungen (9) derart ausgebildet
sind, dass die hakenförmigen Enden (14) nur dann durch die Oeffnungen (9) hindurch
aus dem Hohlraum (24) heraus geführt werden können, wenn die Hohlprofilstäbe (A, B)
einen Winkel (a) miteinander einschliessen, der kleiner ist als der kleinste, beim
Aufrollen der aneinander hängenden Hohlprofilstäbe vorkommende Winkel, und dass die
hakenförmigen Enden (14) der Ansätze (13, 14) nicht aushaken können, wenn die Hohlprofilstäbe
einen grösseren Winkel einschliessen.
5. Verfahren zur Herstellung des Rolladens nach Anspruch 1, bei dem die hakenförmigen
Enden (14) der Ansätze (13, 14) jeweils eines Hohlprofilstabes durch die Oeffnungen
(9) des benachbarten Hohlprofilstabes in Richtung parallel zu dessen breiteren Längsseiten
(6, 7) unter elastischer Aufweitung der Oeffnungen (9) bzw. elastischer Verformung
der hakenförmigen Enden (14) hindurchgezwängt werden, dadurch gekennzeichnet, dass
die Hohlprofilstäbe in Querrichtung ihrer breiteren Längsseiten (6, 7) verschiebbar
so aneinander gereiht werden, dass der oder die Ansätze (13, 14) des einen und die
Oeffnung bzw. Oeffnungen (9) des anderen je zweier benachbarter Hohlprofilstäbe einander
gegenüberliegen, dass die Reihe der Hohlprofilstäbe zwischen zwei Führungsflächen
verschiebbar gehalten und an einem Ende abgestützt wird, und dass durch einen auf
das andere Ende ausgeübten Stoss die Ansätze (13, 14) aller Hohlprofilstäbe, denen
Hohlprofilstaböffnungen (9) gegenüberliegen, in diese Oeffnungen (9) gestossen werden.
6. Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass die Enden der Hohlprofilleisten
in zwei U-Profilschienen verschiebbar gehalten werden.
7. Verfahren nach Anspruch 5, zur Herstellung des Rolladens nach Anspruch 2, dadurch
gekennzeichnet, dass die Sollbruchstellen (25a) vor dem Aneinanderreihen der Hohlprofilstäbe
oder durch das Eindringen der Ansätze (13, 14) in die Oeffnungen (9) gebrochen oder
durchgeschnitten werden.
8. Hohlprofilstab für Rolladen, der an einer (4) seiner schmaleren Längsseiten (4,
5) mit einem oder mehreren Ansätzen (13, 14), deren Ende (14) in der Stabquerschnittsebene
hakenförmig gekrümmt ist, und an der anderen schmaleren Längsseite (5) mit einer oder
mehreren Oeffnungen (9) versehen ist, durch welche die hakenförmig gekrümmten, in
der Stabquerschnittsebene nach vorn wenigstens teilweise verjüngten Enden (14) der
Ansätze eines benachbarten Hohlprofilstabes in Richtung parallel zu dessen breiteren
Längsseiten (6, 7) unter elastischer Aufweitung der Oeffnungen (9) bzw. elastischer
Verformung der hakenförmigen Enden (14) hindurchzwängbar sind, so dass sich ihre Hakenenden
(14) in dem Hohlraum des benachbarten Hohlprofilstabes neben den Oeffnungen (9) abstützen,
wenn einer der Hohlprofilstäbe am anderen hängt, dadurch gekennzeichnet, dass die
mit den Oeffnungen (9) versehenen schmaleren Längsseiten (5) der Hohlprofilstäbe unmittelbar
an die Oeffnungen (9) anschliessend durchgehend längs geschlitzt sind (Schlitze 25),
dass die Breite der Schlitze (25) kleiner als die Dicke des Ansatzes (13) ist, und
dass wenigstens einer der an diese schmaleren Längsseiten (5) angrenzenden Wandteile
der breiteren Längsseiten (6, 7) federnd nachgiebig ist.
9. Hohlprofilstab nach Anspruch 8, gekennzeichnet durch Sollbruchstellen (25a) zur
Bildung der Schlitze (25).
10. Hohlprofilstab nach Anspruch 8 oder 9, dadurch gekennzeichnet, dass die Oeffnungen
(9) an einem Längsrand (8) einer (5) der schmaleren Längsseiten (4, 5) angeordnet
sind, und die hakenförmigen Ansatzenden (14) sich neben dem gegenüberliegenden Längsrand
(18) an der Innenfläche dieser schmaleren Längsseite (5) abstützen, wenn die Hohlprofilstäbe
aneinander hängen, und dass die Schlitze (25) an den Enden des Randes (20) der vorzugsweise
als Langlöcher (9) ausgebildeten Oeffnungen, der dem genannten gegenüberliegenden
Längsrand (18) der schmaleren Längsseite (5) zugewandt ist, in die Oeffnungen (9)
münden.
11. Hohlprofilstab nach Anspruch 8, 9 oder 10, dadurch gekennzeichnet, dass der oder
die Ansätze (13, 14) und die Oeffnung oder Oeffnungen (9) so ausgebildet und angeordnet
sind, dass das bzw. die hakenförmig gekrümmten Enden (14) der Ansätze (13, 14) eines
Hohlprofilstabes (B, Fig. 3) nur dann durch die Oeffnung bzw. Oeffnungen (9) eines
zweiten gleichen Hohlprofilstabes (A) herausgeführt werden können, wenn die Hohlprofilstäbe
(A, B) einen Winkel (a) einen Winkel (a) einschliessen, der kleiner ist als der kleinste
beim Aufrollen des Rolladens vorkommende Winkel, und das bzw. die hakenförmigen Ansatzenden
(14) nicht aushaken können, wenn die Hohlprofilstäbe einen grösseren Winkel einschliessen.
12. Hohlprofilstab nach Anspruch 8, 9, 10 oder 11, dadurch gekennzeichnet, dass das
Stabhohlprofil mit einer durchgehenden Längsöffnung extrudiert ist, deren Breite der
Langlochbreite entspricht, und dass jeder Schlitz durch Verengung der Längsöffnung
auf die Schlitzbreite gebildet ist, indem an wenigstens einem Rand der Längsöffnung
ein Stück angebracht oder das Profil mit wenigstens einem nach innen vorstehenden
Rand der Längsöffnung extrudiert und ein Abschnitt desselben zur Verengung der Längsöffnung
abgebogen ist.
1. Roller shutter consisting of flat hollow profile rods (1a to 1e), of which respectively
two mutually adjacent rods are articulatingly connected to each other by extensions
(13, 14), of which each projects at one (4) of the narrower long sides (4, 5) of a
hollow profile rod, engaging through an aperture (9) of the adjacent narrower long
side (5) of the other hollow profile rod into the cavity (24) therein and having in
the cross-sectional plane of the hollow profile rods a hook-shaped curved end (14)
which bears on the narrower long side (5) of this cavity (24) alongside the aperture
(9) when the hollow profile rods are suspended one from another, the hook-shaped cross-sectionally
forwardly at least partially tapered ends (14) of the extensions (13, 14) of the hollow
profile rod (1b-1e) can be forced through the apertures (9) of the adjacent hollow
profile rod (1a-1d) in a direction parallel with the broader long sides (6, 7) thereof,
with an elastic widening-out of the apertures (9) or elastic deformation of the hook-shaped
ends (14), characterised in that the narrower long sides (5) of the hollow profile
rods, in which the apertures (9) are provided, are longitudinally slotted directly
at the apertures (9) (slots 25), and in that the width of the slots (25) is smaller
than the thickness of the extensions (13), and in that at least one of the wall parts
of the broader long sides (6, 7) adjacent to these narrower long sides (5) is resiliently
yielding.
2. Roller shutter according to Claim 1, characterised in that the slots (25) are broken
predetermined breaking zones (25a).
3. Roller shutter according to Claim 1 or 2, characterised in that the apertures (9)
are disposed on a longitudinal rim (8) of one (5) of the narrower long sides (4, 5),
and in that the hook-shaped extension ends (14) are braced alongside the oppositely
disposed longitudinal edge (18) on the inner face of this narrower long side (5) when
the hollow profile rods are suspended from one another, and in that the slots (25)
terminate in the apertures (9) at the ends of the rim (20) which, preferably in the
form of apertures constructed as elongated holes (9), faces the aforesaid oppositely
disposed longitudinal rim (18) of the narrower long side (5).
4. Roller shutter according to Claim 1, 2 or 3, characterised in that the extensions
(13, 14) with the hook-shaped curved ends (14) and the apertures (9) are so constructed
that the hook-shaped ends (14) can only extend through the apertures (9) and out of
the cavity (24) when the hollow profile rods (A, B) enclose with each other an angle
(a) which is smaller than the smallest angle occurring upon rolling-up of the interengaged
hollow profile rods, and in that the hook-shaped ends (14) of the extensions (13,
14) cannot become disengaged if the hollow profile rods enclose a larger angle.
5. A method of manufacturing the roller shutter according to Claim 1, wherein the
hook-shaped ends (14) of the extensions (13, 14) of in each case one hollow profile
rod can be forced through the apertures (9) in the adjacent hollow profile rod in
a direction parallel with the broader longitudinal sides (6, 7) thereof, with elastic
widening-out of the apertures (9) or elastic deformation of the hook-shaped ends (14),
characterised in that the hollow profile rods are, in the transverse direction of
their broader long sides (6, 7) so displaceably arranged one against another that
the extension or extensions (13, 14) of the one and the aperture or apertures (9)
of the other of in each case two adjacent hollow profile rods are situated opposite
one another, and in that the row of hollow profile rods is displaceably held between
two guide faces and is supported at one end and in that an impact applied to the other
end pushes the extensions (13, 14) of all the hollow profile rods, which are opposite
hollow profile rod apertures (9), into the said apertures (9).
6. A method according to Claim 5, characterised in that the ends of the hollow profile
rods are displaceably held in two U-profile bars.
7. A method according to Claim 5 for manufacturing the roller shutter according to
Claim 2, characterised in that the pre-determined breaking points (25a) are broken
or cut through prior to side-by-side disposition of the hollow profile rods or by
penetration of the extensions (13, 14) into the apertures (9).
8. Hollow profile rod for roller shutters, said rod being provided on one (4) of its
narrower long sides (4, 5) with one or more extensions (13, 14), of which the end
(14) is in the cross-sectional plane of the rod curved into a hook shape, and on the
other narrower long side (5) with one or a plurality of apertures (9), through which
the hook-shaped curved and in the cross-sectional plane of the rod forwardly at least
partially tapered ends (14) of the extensions of an adjacent hollow profile rod can
be forced in a direction parallel to the broader long sides (6, 7) thereof, with elastic
widening-out of the apertures (9) or elastic deformation of the hook-shaped ends (14),
so that their hook-shaped ends (14) are supported in the cavity in the adjacent hollow
profile rod alongside the apertures (9) when one of the hollow profile rods is engaged
on the other, characterised in that the narrower long sides (5) of the hollow profile
rods, in which the apertures (9) are provided, are immediately adjacent to the apertures
(9), longitudinally slotted (slots 25), and in that the width of the slots (25) is
smaller than the thickness of the extension (13), and in that at least one of the
wall parts of the broader long sides (6, 7) adjacent these narrower long sides (5)
is resiliently yielding.
9. Hollow profile rod according to Claim 8, characterised by predetermined breaking
points (25a) for forming the slots (25).
10. Hollow profile rod according to Claim 8 or 9, characterised in that the apertures
(9) are disposed on a longitudinal edge (8) of one (5) of the narrower longitudinal
sides (4, 5) and the hook-shaped extension ends (14) are braced alongside the oppositely
disposed longitudinal edge (18) on the inside face of this narrower longitudinal side
(5) when the hollow profile rods are engaged one onto another, and in that the slots
(25) terminate in the apertures (9) at the ends of the rim (20) of the apertures which
are preferably constructed as elongated holes (9) and which is preferably facing the
said oppositely disposed longitudinal edge (18) of the narrower long side (5).
11. Hollow profile rod according to Claim 8, 9 or 10, characterised in that the extension
or extensions (13, 14) and the aperture or apertures (9) is or are so constructed
and disposed that the hook-shaped curved end or ends (14) of the extensions (13, 14)
of a hollow profile rod (B, Fig. 3) can only be extended through the aperture or apertures
(9) of a second identical hollow profile rod (A) when the hollow profile rods (A,
B) enclose an angle (a) which is smaller than the smallest angle occurring upon rolling-up
of the roller shutter and in that the hook-shaped projection end or ends (14) cannot
become disengaged if the hollow profile rods enclose a larger angle.
12. Hollow profile rod according to Claim 8, 9 10 or 11, characterised in that the
hollow profile of the rod is extruded with a continuous longitudinal aperture, the
width of which corresponds to the width of the elongated hole, and in that each slot
is formed by narrowing of the longitudinal aperture to the width of the slot in that
on at least one edge of the longitudinal aperture there is a piece attached or the
profile is extruded with at least one inwardly projecting edge of the longitudinal
aperture and in that one portion thereof is bent over in order to narrow the longitudinal
aperture.
1. Volet roulant constitué de lames creuses plates (1a à 1e) parmi lesquelles deux
lames voisines sont liées avec articulation par des embouts (13, 14) dont chacun dépasse
sur un (4) des côtés longitudinaux plus étroits (4, 5) et se loge à l'aide d'une ouverture
(9) dans le côté longitudinal (5) voisin et plus étroit dans le creux (24) de l'autre
lame creuse et présente dans le plan de la section des lames creuses un embout crochu
(14) qui s'appuie du côté longitudinal plus étroit (5) de ce creux (24) à côté de
l'ouverture (9), quand les lames creuses sont suspendues entre elles, ce qui fait
que les extrémités crochues (14), au moins partiellement réduites vers le devant en
section transversale des embouts (13, 14) de chaque lame creuse (1b, le) sont introduits
à force dans les ouvertures (9) de la lame creuse avoisinante (1a-1d) parallèlement
à ses côtés longitudinaux plus larges (6, 7) avec élargissement élastique des ouvertures
(9) ou déformation élastique des embouts crochus (14) caractérisé en ce que les côtés
longitudinaux plus étroits (5) des lames creuses munis d'ouvertures (9) sont entaillés
(entailles 25) longitudinalement et de manière ininterrompue, immédiatement après
les ouvertures (9), en ce que la largeur des entailles (25) est plus petite que l'épaisseur
de l'embout (13) et en ce qu'au moins l'une des parois des côtés longitudinaux plus
larges (6, 7) adjacente à ces côtés longitudinaux plus étroits (5) est élastique.
2. Volet roulant selon la revendication 1, caractérisé en ce que les entailles (25)
sont des points (25a) destinés à la rupture et rompus.
3. Volet roulant selon la revendication 1 ou 2, caractérisé en ce que les ouvertures
(9) sont situées sur un bord longitudinal (8) de l'un (5) des côtés longitudinaux
plus étroits (4, 5) et les extrémités d'embout (14) en forme de crochet s'appuient
sur la face intérieure de ce côté longitudinal (5) à côté du bord longitudinal opposé
(18), au moment de la suspension des lames creuses, et en ce que les entailles (25),
aux extrémités du bord (20) des ouvertures de préférence réalisées comme des trous
oblongs (9), tourné vers le bord longitudinal opposé (18) du côté longitudinal plus
étroit (5), se terminent dans les ouvertures (9).
4. Volet roulant selon la revendication 1, 2 ou 3, caractérisé en ce que les embouts
(13, 14) à extrémités crochues (14) et les ouvertures (9) sont conçus de façon que
les extrémités (14) en forme de crochet ne puissent être délogées de la cavité (24)
par les trous (9) que si les lames creuses (A, B) forment un angle (a) plus petit
que l'angle minimal se présentant lors de l'enroulement des lames creuses suspendues
entre elles, et en ce que les extrémités (14) en forme de crochet des embouts (13,
14) ne peuvent pas se décrocher si les lames forment un angle plus grand.
5. Procédé de fabrication du volet roulant selon la revendication 1, dans lequel les
extrémités crochues (14) des embouts (13,14) d'une lame creuse sont introduites à
force dans les ouvertures (9) de la lame creuse voisine parallèlement à ses côtés
longitudinaux plus larges (6, 7) par élargissement élastique des ouvertures (9) ou
par déformation élastique des extrémités (14) en forme de crochet, caractérisé en
ce que les lames creuses sont alignées mobiles dans le sens transversal de leurs côtés
longitudinaux plus larges (6, 7) de façon que le ou les embouts (13,14) de l'une (9)
et le ou les trous (9) de l'autre de deux lames voisines soient en vis-à-vis, en ce
que la rangée de lames creuses entre deux surfaces de guidage est tenue d'une façon
déplaçable et est en appui par une extrémité, et en ce que, à l'aide d'un choc exercé
sur l'autre extrémité, les embouts (13, 14) de toutes les lames creuses, qui se trouvent
face aux ouvertures (9) sont poussés à force dans ces ouvertures (9).
6. Procédé selon la revendication 5, caractérisé en ce que les extrémités des lames
creuses sont maintenues mobiles dans deux rails profilés en U.
7. Procédé selon la revendication 5 pour la fabrication du volet roulant suivant la
revendication 2, caractérisé en ce que les points (25a) destinés à la rupture sont
rompus ou coupés avant l'alignement des lames creuses ou par suite de la pénétration
des embouts (13, 14) dans les ouvertures (9).
8. Lame creuse pour volets roulants munie sur l'un (4) de ses côtés longitudinaux
plus étroits (4, 5) d'un ou plusieurs embouts (13, 14) dont l'extrémité (14) est courbe
sous forme de crochet dans le plan de la section de la lame, et munie sur l'autre
côté longitudinal plus étroit (5) d'une ou de plusieurs ouvertures (9), par lesquelles
les extrémités crochues (14) partiellement réduites vers l'avant dans le plan de la
section de la lame, et appartenant aux embouts d'une lame creuse voisine, pénètrent
à force parallèlement à ses côtés longitudinaux plus larges (6, 7) en élargissant
élastiquement les ouvertures (9) ou par déformation élastique des extrémités crochues
(14), de façon que leurs extrémités crochues (14) s'appuient dans la cavité de la
lame creuse avoisinante à côté des ouvertures (9) au moment où l'une des lames creuses
est accrochée suspendue à l'autre, caractérisée en ce que les côtés longitudinaux
plus étroits (5) des lames creuses, percés des ouvertures (9), sont immédiatement
à côté des ouvertures (9), entaillés longitudinalement en continu (entailles 25),
en ce que la largeur des entailles (25) est plus petite que l'épaisseur de l'embout
(13), et en ce qu'au moins l'une des parois des côtés longitudinaux plus larges (6,
7) adjacentes à ces côtés longitudinaux plus étroits (5) est élastique.
9. Lame creuse selon la revendication 8, caractérisée par des points (25a) destinés
à la rupture pour la constitution des entailles (25).
10. Lame creuse selon la revendication 8 ou 9, caractérisée en ce que les ouvertures
(9) sont situées sur un bord longitudinal (8) de l'un (5) des côtés longitudinaux
plus étroits (4, 5) et les extrémités (14) en forme de crochet s'appuient à côté du
bord longitudinal opposé (18) sur la face intérieure de ce côté longitudinal plus
étroit (5) au moment où les lames creuses sont suspendues l'une à l'autre, et en ce
que les entailles (25) aux extrémités du bord (20) des ouvertures, de préférence conçues
sous forme de trous oblongs (9) tourné vers le bord longitudinal opposé précité (18)
du côté longitudinal plus étroit (5), se terminent dans les ouvertures (9).
11. Lame creuse selon la revendication 8, 9 ou 10, caractérisée, en ce que le ou les
embouts (13, 14) et l'ouverture ou les ouvertures (9) sont conçus et situés de façon
que l'extrémité ou les extrémités crochues (14) des embouts (13, 14) d'une lame creuse
(B, figure 3) ne puissent être délogées par l'ouverture ou les ouvertures (9) d'une
deuxième lame creuse identique (A) que si les lames creuses (A, B) forment un angle
(a) plus petit que l'angle minimal lors de l'enroulement du volet roulant, et que
l'extrémité ou les extrémités (14) en forme de crochet ne puissent se dissocier si
les lames creuses forment un angle plus grand.
12. Lame creuse selon la revendication 8, 9,10 ou 11, caractérisée en ce que le profilé
creux est extrudé avec une ouverture longitudinale en continu, dont la largeur correspond
à la largeur des trous oblongs et que chaque entaille soit formée en rétrécissant
l'ouverture longitudinale à la largeur de l'entaille et que sur au moins, un bord
de l'ouverture longitudinale, il y ait une pièce attachée ou que le profilé soit extrudé
avec au moins un bord se projetant vers l'intérieur de l'ouverture longitudinale et
dont une partie soit repliée pour rétrécir l'ouverture longitudinale.