| (19) |
 |
|
(11) |
EP 0 052 338 B1 |
| (12) |
EUROPEAN PATENT SPECIFICATION |
| (45) |
Mention of the grant of the patent: |
|
25.07.1984 Bulletin 1984/30 |
| (22) |
Date of filing: 11.11.1981 |
|
| (51) |
International Patent Classification (IPC)3: A44B 18/00 |
|
| (54) |
Hooked fabric fastener tape and method of producing same
Mit Haken versehenes Stoffbefestigungsband und Verfahren zu dessen Herstellung
Ruban de fixation à crochets en tissu et son procédé de fabrication
|
| (84) |
Designated Contracting States: |
|
BE DE FR GB IT |
| (30) |
Priority: |
14.11.1980 JP 160612/80
|
| (43) |
Date of publication of application: |
|
26.05.1982 Bulletin 1982/21 |
| (71) |
Applicant: YOSHIDA KOGYO K.K. |
|
Chiyoda-ku,
Tokyo (JP) |
|
| (72) |
Inventor: |
|
- Tsubata, Noritaka
Uozu-shi
Toyama-ken (JP)
|
| (74) |
Representative: Casalonga, Axel et al |
|
BUREAU D.A. CASALONGA - JOSSE
Morassistrasse 8
80469 München
80469 München (DE) |
|
| |
|
| Note: Within nine months from the publication of the mention of the grant of the European
patent, any person may give notice to the European Patent Office of opposition to
the European patent
granted. Notice of opposition shall be filed in a written reasoned statement. It shall
not be deemed to
have been filed until the opposition fee has been paid. (Art. 99(1) European Patent
Convention).
|
[0001] The present invention relates generally to surface type fasteners known as hook-and-loop
fasteners, and more particularly to a fabric fastener tape carrying on its one surface
a number of hook-shaped material engaging elements and a method of producing such
a hooked fabric fastener tape.
[0002] According to a known method, a hooked fabric fastener tape of the type described
is produced from a terry or uncut pile fabric carrying on its one surface a number
of loops raised from the one surface, each of the loops having a pair of spaced leg
sections and a head section interconnecting the leg sections (US-A-3154837). Each
loop is cut open or severed at one of the leg sections thereof to produce, on one
hand, a hook-shaped material engaging element and, on the other hand, a stem. The
prior art hooked fabric fastener tape is disadvantageous in that after the loops have
been cut open, the stems remain on the fastener tape adjacent to the corresponding
hook-shaped material engaging elements in confronting relation to or substantially
in vertical alignment with the respective free ends thereof. The stems are liable
to hinder cooperating loops on a mating looped fabric fastener tape from being introduced
into and hooked by the hook-shaped material engaging elements as the two fastener
tapes are pressed into face-to-face contact together. As a result, the possibility
of hooking between hooks and loops, and hence the firmness of engagement of a hook-and-loop
fastener is considerably decreased. In order to displace the hook-shaped material
engaging elements away from the stems, the prior art method needs to include an additional
treatment by a raising machine or another complicate and expensive device.
[0003] According to a first aspect of the invention, there is provided a hooked fabric fastener
tape comprising a foundation structure including a weft thread, a plurality of first
warp threads and a plurality of second warp threads of synthetic resin material in
the form of raised pile threads consisting of a number of pairs of hook-shaped material
engaging elements and stems, each pair of which has been produced from one loop.
[0004] The respective free ends of said hook-shaped material engaging elements are displaced
angularly away from said stems as viewed from the general plane of said foundation
structure.
[0005] According to a second aspect of the invention, there is provided a method of producing
a hooked fabric fastener tape comprising the steps of: weaving together a weft thread,
a plurality of first warp threads and a plurality of second warp threads of thermoplastic
synthetic resin material, so as to form loops with said second warp threads on one
of opposite surfaces of the so woven foundation structure, each of said loops having
a pair of leg sections and a head section interconnecting said leg sections; heating
said loops to cause the loops to retain their shape to form raised pile threads; and
cutting each said loop at one of said leg sections thereof, whereby producing a hook-shaped
material engaging element and a stem, while being woven, said second warp threads
are submitted to a torque, said loops are heated at a temperature which allows the
loops to retain an internal torsional stress stored during said weaving step and upon
cutting the loops, said hook-shaped material engaging elements and the stems are allowed
to displace, due to said internal torsional stress, angularly away from one another
as viewed from the general plane of said woven foundation structure.
[0006] The present invention seeks to provide a hooked fabric fastener tape for hook-and-loop
fasteners which can adhere to or engage with a cooperating looped fabric fastener
tape with an increased degree of firmness.
[0007] The invention also seeks to provide a hooked fabric fastener tape having hook-shaped
material engaging elements which can hook cooperating loops of a mating looped fabric
fastener reliably without causing mis-engagement therewith.
[0008] The invention further seeks to provide a method which produces such a hooked fabric
fastener tape simply and less costly.
[0009] The above and other objects, advantages and features of the present invention will
become apparent from the following description of a preferred embodiment taken in
conjunction with the accompanying drawings, in which:
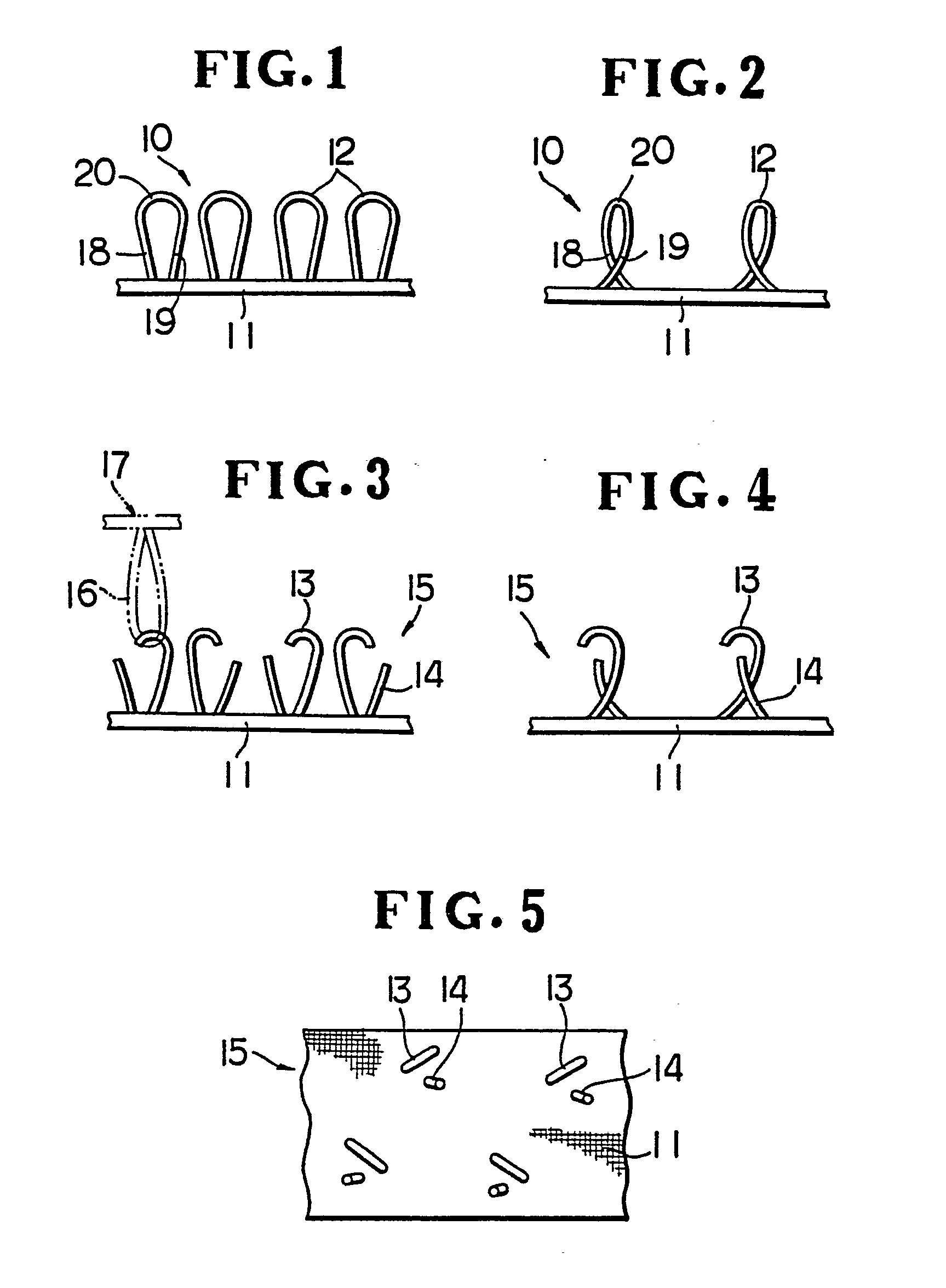
Figure 1 is a fragmentary diagrammatic front elevational view of loops on a foundation
structure before being converted into a hooked fabric fastener tape according to the
invention;
Figure 2 is a side elevational view of Figure 1;
Figures 3 and 4 are views similar to Figures 1 and 2, respectively, showing a hooked
fabric fastener tape having one one of opposite surfaces of a foundation structure
a plurality of hook-shaped material engaging elements and stems which have been produced
by cutting the loops at respective one leg sections thereof shown in Figures 1 and
2, according to the present invention; and
Figure 5 is a plan view of Figure 3.
[0010] Referring now to the drawing, wherein like reference characters designate identical
or corresponding parts throughout the several views, and more particularly to Figures
1 and 2, there is shown an uncut pile or looped fabric fastener tape 10 produced in
accordance with the present invention. The looped fabric fastener tape 10 includes
a foundation structure 11 constituted by a weft thread and a plurality of first warp
threads woven with the weft thread (these threads being not shown for clarification).
[0011] The fastener tape 10 also includes on one of opposite surfaces of the foundation
structure 11 a number of loops 12 formed with a plurality of second warp threads woven
into the foundation structure during the weaving operation of the same in a loom of
the general type employed in weaving velvet ribbon. Each of the loops 12 has a pair
of leg sections 18, 19 and a head section 20 interconnecting the leg sections 18,
19. The second warp threads preferably are thermoplastic monofilaments made of a synthetic
resin material, such as nylon or other material capable of being set by heat into
a predetermined shape.
[0012] The second warp threads are woven, while submitted to a torque or torsional load,
together with the foundation weft and warp threads, with the result that the loops
12 formed with thus twisted warp threads are twisted correspondingly as shown in Figure
2. Exertion of the torque or twist may be done either as the second warp threads are
supplied into the loom for formation of the loops 12 or as they are wound on bobbins,
with the aid of a suitable torque exertion means.
[0013] The loops 12 are heated at a temperature which causes the loops 12 to retain their
shape to form raised pile threads while allowing the same to retain an internal torsional
stresses stored during the weaving operation. The heating temperature of the loops
12 is preferably set at a relatively low temperature in a range within which the second
warp threads of thermoplastic synthetic resin material retain their thermoplasticity.
[0014] Each of loops 12 is then cut open or severed at one 18 of the respective leg sections
18, 19 to produce, on one hand, a hook-shaped material engaging element 13 formed
jointly with the other leg section 19, the head section 20 and a part of the one leg
section 18 and, on the other hand, a stem 14 formed with the remainder of the cut
one leg section 18 and constituting a dressed nap, whereupon the hook-shaped material
engaging element and the stem 13, 14 are allowed to displace, due to the internal
torsional stress stored therein, angularly away from each other as viewed from the
general plane of the foundation structure 11, as shown in Figures 3 to 5. Thus, a
large opening is provided between the free end of the hook-shaped element 13 and the
stem 14 for easy reception of a corresponding loop 16 on a mating looped fabric fastener
tape 17 (shown by phantom lines in Figure 3). A hooked fabric fastener tape 15 now
converted from the looped fabric fastener tape 10 has the hook-shaped material engaging
elements 13 which allow the cooperating loops 16 on the looped fabric fastener tape
17 to enter into hooking engagement therewith smoothly and reliably as the two fastener
tapes 15, 17 are pressed together. As a result, the possibility of hooking between
hooks and loops, i.e. the firmness of engagement of a fastener is substantially increased.
[0015] Following to the loop-heating operation and prior to the loop-cutting operation,
the fastener tape 10 may be subjected to additional treatments at the desire, such
as dyeing and fixing of the loops 12 to the foundation structure 11. The latter operation
may be effected by coating or impregnating on the other or reverse surface of the
foundation structure 11 with an adhesive or a heat settable resin capable of withstanding
such temperatures as are likely to be encountered in normal usage of a hook-and-loop
fastener of which the hooked fabric fastener tape 15 forms a part.
1. A hooked fabric fastener tape comprising a foundation structure (11) including
a weft thread, a plurality of first warp threads and a plurality of second warp threads
of synthetic resin material in the form of raised pile threads consisting of a number
of pairs of hook-shaped material engaging elements (13) and substantially straight
stems (14), each pair of which has been produced from cutting one loop (12), the respective
free ends of said hook-shaped material engaging elements being curved toward said
foundation structure, characterized in that the respective free ends of said hook-shaped
material engaging elements are displaced angularly away from said stems (14) as viewed
from the general plane of said foundation structure (11). ).
2. A hooked fabric fastener tape according to claim 1, characterized in that the free
end of each respective hook-shaped material engaging element (13) defines a first
plane of coincidence generally perpendicular to the surface of the foundation structure,
and that the respective stem (14) is coincident with a second plane of coincidence
generally perpendicular to the surface of the foundation structure (11), said first
and second planes of coincidence being distinct from each other and intersecting each
other at an angle of displacement.
3. A hooked fabric fastener tape according to claims 1 or 2, characterized in that
each of said pile threads (13, 14) is formed with a thermoplastic monofilament.
4. A method of producing a hooked fabric fastener tape comprising the steps of: weaving
together a weft thread, a plurality of first warp threads and a plurality of second
warp threads of thermoplastic synthetic resin material, so as to form loops (12) with
said second warp threads on one of opposite surfaces of the so woven foundation structure
(11), each of said loops having a pair of leg sections (18, 19) and a head section
20 interconnecting said leg sections; heating said loops (12) to cause the loops to
retain their shape to form raised pile threads; and cutting each said loop (12) at
one of said leg sections (18, 19) thereof, whereby producing a hook-shaped material
engaging element (13) and a stem (14), characterized in that while being woven, said
second warp threads are exerted thereon a torque, that said loops (12) are heated
at a temperature which allows the loops (12) to retain an internal torsional stress
stored during said weaving step and in that upon cutting the loops (12), said hook-shaped
material engaging elements (13) and the stems (14) are allowed to displace, due to
said internal torsional stress, angularly away from one another as viewed from the
general plane of said woven foundation structure (11).
5. A method according to claim 4, characterized in that said heating temperature is
set at a relatively low temperature in a range within which said second warp threads
of thermoplastic synthetic resin material retain their thermoplasticity.
6. A method according to claim 4 or 5, characterized in that each of said second warp
threads comprises a thermoplastic monofilament.
1. Ruban de fixation en tissu à crochets comprenant une structure de base (11) comprenant
un fil de trame, une pluralité de premiers fils de chaîne et une pluralité de secondes
fils de chaîne en résine synthétique formant des fils-poils dressés constitués d'un
grand nombre de paires d'éléments d'accrochage (13) en forme de crochets et de tiges
(14) sensiblement droites, chacune de ces paires étant obtenue à partir du sectionnement
d'une boucle (12), les extrémités libres respectives desdits éléments d'accrochage
en forme de crochets étant recourbées vers la structure de base, caractérisé en ce
que les extrémités libres respectives desdits éléments d'accrochage en forme de crochets
sont écartées angulairement desdites tiges (14), vues du plan générale de ladite structure
de base (11).
2. Ruban de fixation en tissu à crochets selon la revendication 1, caractérisé en
ce que l'extrémité libre de chaque élément d'accrochage respectif (13) en forme de
crochet définit un premier plan de coïncidence généralement perpendiculaire à la surface
de la structure de base, et en ce que la tige respective (14) est contenue dans un
second plan de coïncidence généralement perpendiculaire à la surface de la structure
de base ( 1 1 lesdits premier et second plans de coîncidence étant distincts l'un
de l'autre et s'intersectant l'un l'autre selon un écart angulaire.
3. Ruban de fixation en tissu à crochets selon les revendications 1 ou 2, caractérisé
en ce que chacun desdits fils-poils (13, 14) est formé par un monofilament thermoplastique.
4. Procédé de fabrication d'un ruban de fixation en tissu à crochets comprenant les
phases consistant à: tisser ensemble un fil de trame, une pluralité de premiers fils
de chaîne et une pluralité de seconds fils de chaîne en résine synthétique thermoplastique,
de mainère à former des boucles (12) avec lesdits seconds fils de chaîne sur l'une
des faces opposées de ladite structure de base (11) ainsi tissée, chacune desdites
boucles comportant une paire de sections formant branches (18, 19) et une section
formant tête (20) reliant lesdites sections formant branches; chauffer lesdites boucles
(12) pour les amener à garder leur forme de manière à constituer des fils-poils dressés;
et sectionner chaque boucle (12) dans l'une de ses sections formant branches (18,
19) précitées, en réalisant ainsi un élément d'accrochage (13) en forme de crochets
et une tige (14), caractérisé en ce que pendant leur tissage, on éxerce un couple
sur lesdits seconds fils de chaîne, en ce que l'on chauffe lesdites boucles (12) à
une température qui permet à ces boucles de retenir une contrainte de torsion interne
emmagasinée pendant ladite phase de tissage et en ce que le sectionnement des boucles
(12) permet auxdits éléments d'accrochage (13) en forme de crochets et aux tiges (14)
de s'écarter angulairement les uns des autres sous l'action de la contrainte de torsion
interne, vus du plan générale de ladite structure de base tissée (11).
5. Procédé selon la revendication 4, caractérisé en ce que l'on règle ladite température
de chauffage à une valeur relativement faible dans une plage où lesdits seconds fils
de chaîne en résine synthétique thermoplastique gardent leur thermoplasticité.
6. Procédé selon les revendications 4 ou 5, caractérisé en ce que chacun desdits seconds
fils de chaîne comprend un monofilament thermoplastique.
1. Ein hakenförmiges Stoffbefestigungsband bestehend aus einem Grundgefüge (11) einschließlich
eines Einschlagfadens, einer Mehrzahl von ersten Kettenfäden und einer Mehrzahl von
zweiten Kettenfäden aus synthetischem Harzmaterial in Form von erhebenen Polkettenfäden
bestehend aus einer Anzahl von Paaren der hakenförmigen stoffeingreifenden Elementen
(13) und im wesentlichen geraden Stielen (14), wovon aus jedem Paar durch Schneiden
eine Schlinge (12) hergestellt wird, die jeweiligen freien Enden des genannten hakenförmigen
stoffeingreifenden Elementen sind in Richtung des genannten Grundgefüges gebogen,
dadurch gekennzeichnet, daß die jeweiligen freien Enden der genannten hakenförmigen
stoffeingreifenden Elementen aus Sicht der allgemeinen Ebene des genannten Grundgefüges
(11) von den genannten Stielen (14) versetzt sind.
2. Ein hakenförmiges Stoffbefestigungsband nach Anspruch 1, dadurch gekennzeichnet,
daß das freie Ende des jeweiligen hakenförmigen stoffeingreifenden Element eine erste
Deckungsebene bildet, die allgemein rechtwinkelig zur Fläche des Grundgefüges liegt,
und daß der jeweilige Stiel (14) mit einer zweiten Deckungsebene deckungsgleich ist,
die allgemein rechtwinkelig zur Fläche des Grundgefüges (11) liegt, und daß sich die
genannten ersten und zweiten Deckungsebenen voneinander unterscheiden und sich in
einem Versetzungswinkel schneiden.
3. Ein hakenförmiges Stoffbefestigungsband nach Anspruch 1 oder 2, dadurch gekennzeichnet,
daß jeder der genannten Polkettenfäden (13, 14) mit einer thermoplastischen Monofaser
gebildet wird.
4. Ein Verfahren zur Herstellung eines hakenförmigen Stoffbefestigungsbandes bestehend
aus den Stufen: Zusammenweben eines Einschlagfadens, einer Mehrzahl von ersten Kettenfäden
und einer Mehrzahl von zweiten Kettenfäden aus thermoplastischem synthetischem Harzmaterial,
um mit den genannten zweiten Kettenfäden Schlingen (12) auf einer der entgegengesetzten
Flächen des auf diese Weise gewebten Grundgefüges (11) zu bilden, wovon jede der genannten
Schlingen ein Paar Schenkelabschnitte (18, 19) und einen dieser Schenkelabschnitte
verbindenden Kopfabschnitt (20) aufweist; Aufheizen der genannten Schlingen (12),
die Schlingen zu veranlassen, ihre Form aufrechtzuerhalten, um erhebene Polkettenfäden
zu bilden; und Abschneiden jeder genannten Schlinge, an einem deren genannten Schenkelabschnitte
(18, 19), wobei ein hakenförmiges stoffeingreifendes Element (13) und ein Stiel (14)
hergestellt werden, dadurch gekennzeichnet, daß beim Weben ein Drehmoment auf die
genannten zweiten Kettenfäden aufgebracht wird, daß die genannten Schlingen bei einer
Temperatur geheizt werden, die es ermöglicht, daß die Schlingen eine während der genannten
Webstufe gespeicherte interne Drehspannung behalten und daß nach Abschneiden der Schlingen
(12) die genannten hakenförmigen stoffeingreifenden Elemente (13) und die Stiele (14)
wegen der genannten internen Drehspannung winkeling voneinander gesehen von der allgemeinen
Ebene des genannten gewebten Grundgefüges (11) aus versetzen können.
5. Ein Verfahren nach Anspruch 4, dadurch gekennzeichnet, daß die genannte Heiztemperatur
auf eine verhältnismäßig niedrige Temperatur in einem Bereich eingestellt wird, innerhalb
dessen die genannten zweiten Kettenfäden aus thermoplastischem synthetischem Harzmaterial
ihre Thermoplastizität behalten.
6. Ein Verfahren nach Anspruch 4 oder 5, dadurch gekennzeichnet, daß jeder der genannten
zweiten Kettenfäden eine thermoplastische Monofaser umfaßt.