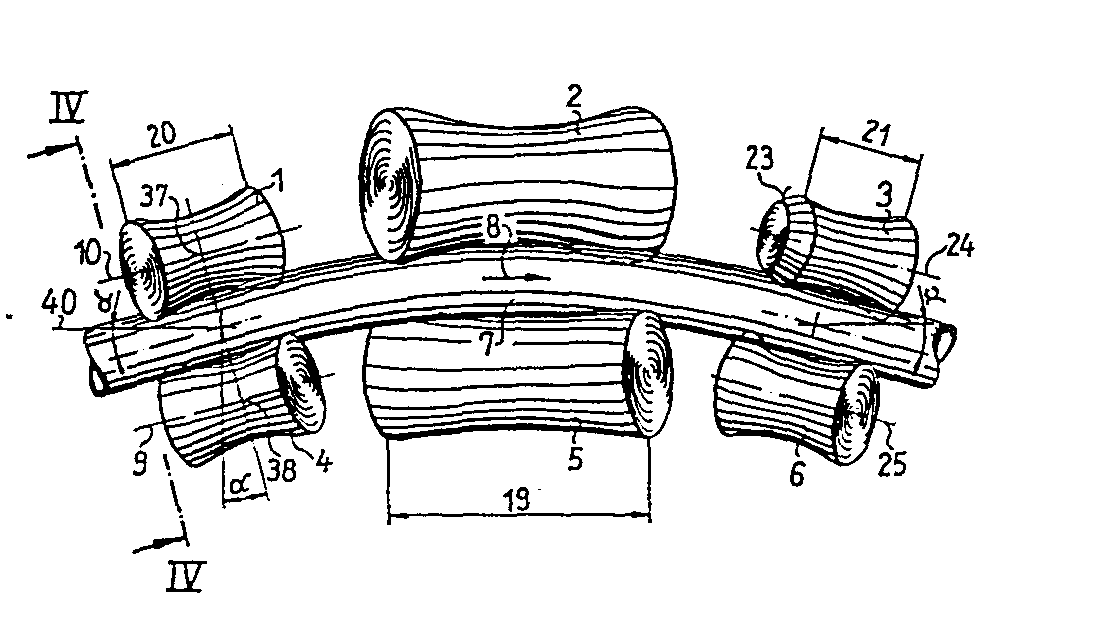
(57) Gezeigt ist eine Anordnung und Ausbildung für die Rollen (1, 4; 2, 5; 3, 6) einer
Schrägrollenrichtmaschine. Diese sind in Durchlaufrichtung (Pfeil 8) des Richtgutes
(7) paarweise einander gegenüberliegend und hintereinander angeordnet.
Empfindliche runde, metallische Rohre mit dünner Wand werden, wegen der sonst bestehenden
Gefahr bleibender unerwünschter Deformationen und erhöhter Eigenspannungen im Rohr,
nur durch Biegen gerichtet. Die Flächenpressungswerte auf das Richtgut werden durch
Anpassung der Rollenanordnung und -Ausbildung an die Biegelinie des Richtgutes herabgesetzt.
Der von den Auflagerrollen (1, 3) und den zugehörigen Führungsrollen (4, 6) gebildete
Führungskanal für das Richtgut (7) wird um einen Winkel (alpha) gegen den geraden
Durchlauf (40) geschwenkt und die wirksamen Längen (19, 20, 21) der Rollen (5, 1,
3) werden den Richtkräften angepaßt. Die Biegerolle (5) ist länger ausgebildet als
die Auflagerollen (1 und 3). An einzelnen Richtrollen (3) sind Leitschrägen (22) vorgesehen,
um das Richtgut (7) auf die stärker gekrümmte Bahn zu bringen. Einige Auflagerrollen
sind axial verschieblich.
|
|
