| (19) |
 |
|
(11) |
EP 0 121 041 B1 |
| (12) |
EUROPÄISCHE PATENTSCHRIFT |
| (45) |
Hinweis auf die Patenterteilung: |
|
22.04.1987 Patentblatt 1987/17 |
| (22) |
Anmeldetag: 20.01.1984 |
|
|
| (54) |
Seitenfaltensack mit tragendem Aussensack und Innensack sowie Verfahren zu seiner
Herstellung
Side fold bag with an upholding outer bag and a liner bag, and method for its production
Sac à plis latéraux avec sac extérieur de consolidation et sac intérieur ainsi que
procédé pour sa fabrication
|
| (84) |
Benannte Vertragsstaaten: |
|
AT CH FR GB IT LI NL SE |
| (30) |
Priorität: |
27.01.1983 DE 3302749
10.02.1983 DE 3304657
|
| (43) |
Veröffentlichungstag der Anmeldung: |
|
10.10.1984 Patentblatt 1984/41 |
| (71) |
Anmelder: NIEDERMAYR Papierwarenfabrik AG |
|
D-8200 Rosenheim (DE) |
|
| (72) |
Erfinder: |
|
- Pausch, Karl
D-8200 Rosenheim (DE)
- Kratzert, Friedrich, Dr.
D-8209 Stephanskirchen (DE)
|
| (74) |
Vertreter: Lorenz, Eduard et al |
|
Lorenz-Seidler-Gossel,
Widenmayerstrasse 23
D-80538 München
D-80538 München (DE) |
| (56) |
Entgegenhaltungen: :
|
| |
|
|
|
|
| |
|
| Anmerkung: Innerhalb von neun Monaten nach der Bekanntmachung des Hinweises auf die
Erteilung des europäischen Patents kann jedermann beim Europäischen Patentamt gegen
das erteilte europäischen Patent Einspruch einlegen. Der Einspruch ist schriftlich
einzureichen und zu begründen. Er gilt erst als eingelegt, wenn die Einspruchsgebühr
entrichtet worden ist. (Art. 99(1) Europäisches Patentübereinkommen). |
[0001] Die Erfindung betrifft einen Seitenfaltensack nach dem Oberbegriff des Patentanspruches
1 sowie ein Verfahren zu seiner Herstellung nach dem Oberbegriff des Patentanspruches
3.
[0002] Bei einem aus der DE-OS30 46 036 bekannten Verfahren zur Herstellung eines Seitenfaltensakkes
mit tragendem Aussensack und einem Innensack aus thermoplastischer Kunststoffolie,
dessen bodenseitiges Ende durch eine Querschweissnaht geschlossen ist, wird von einem
mehrlagigen, den Aussensack bildenden Schlauchabschnitt mit gestaffelter Verschlussklappe
ausgegangen, der den in Seitenfalten gelegten, den Innensack bildenden Schlauchfolienabschnitt
einfasst. Zur Bildung des Bodens wird die gestaffelte Verschlussklappe des den Aussensack
bildenden Schlauch= abschnitts weggeklappt und die Bodennaht des" Innensackes wird
durch einen Infrarot-Strahler gebildet, mit dem die bodenseitigen Schnittkanten des
Folienschlauchabschnitts bis zu ihrem Verschweissen bestrahlt werden. Anschliessend
wird der Boden dadurch geschlossen, dass das untere Ende des den Aussensack bildenden
Schlauchabschnitts mit der gestaffelten Verschlussklappe um einen Bodenfalz, der den
Innensack oberhalb der Querschweissnaht miterfasst, umgelegt und mit der angrenzenden
Sackwandung verklebt wird. Abgesehen davon, dass das Herstellungsverfahren kompliziert
ist und keine einfachontinuierliche Herstellung der Säcke erlaubt, verhindert die
von der Bodennaht des Aussensacks miterfasste Querschweissnaht des Innensackes eine
gute Bodenausbildung, wobei zusätzlich in der die Bodennaht des Innensacks bildenden
Querschweissnaht dadurch Undichtigkeiten auftreten können, dass im Bereich der Seitenfalten
vier Lagen und in dem mittleren Bereich nur zwei Lagen miteinander verschweisst werden.
Schliesslich können auch in dem Bereich der mit den Aussenla
gen verschweissten Seitenfalte des Innensackes unerwünschte Spannungsspitzen auftreten.
[0003] Ein Seitenfaltensack nach dem Oberbegriff des Patentanspruchs 1 sowie ein Verfahren
zu seiner Herstellung nach dem Oberbegriff des Patentanspruchs 3 ist aus der US-PS
39 29 275 bekannt. Bei diesem bekannten Seitenfaltensack vermag sich beim Befüllen
der Innensack an den sich im Aussensack ausbildenden Blockboden gu
t und spannungsfrei anzuschmiegen, weil der Bodenbereich des Innensackes nicht mit
dem Boden des Aussensackes verbunden ist und sich daher ohne Zwängung bewegen und
ausbreiten kann. Der bekannte Seitenfaltensack mit von dem Boden des Aussensackes
gelöster Querschweissnaht des Innensackes lässt sich jedoch nur herstellen, wenn vor
der Bildung des Bodens des Aussensackes das mit der Bodenschweissnaht versehene Ende
des Innensackes aus dem Bodenbereich des Aussensackes entfernt wird, was nach dem
in der US-PS 3929275 beschriebenen Verfahren durch Umfalten des Bodenbereichs des
Innensackes oder durch Zurückziehen des Bodenbereichs beispielsweise durch mechanische
Finger, einen Blasluftstrahl oder Sauger geschehen kann. Das bekannte Verfahren ist
durch die Notwendigkeit, die Bodenschweissnaht des Innensackes aus dem Bodenbereich
des Aussensackes durch zusätzliche Arbeitsschritte entfernen zu müssen, kompliziert
und aufwendig, so dass es bei verringerter Leistungsfähigkeit zu einer Verteuerung
der Säcke führt.
[0004] Aufgabe der Erfindung ist es daher, einen Seitenfaltensack nach dem Oberbegriff des
Patentanspruchs zu schaffen, der sich in einfacher Weise herstellen lässt.
[0005] Erfindungsgemäss wird diese Aufgabe durch die in dem kennzeichnenden Teil des Patentanspruches
1 angegebenen Merkmale gelöst.
[0006] Bei einer Befüllung kann sich der Boden des Innensackes des erfindungsgemässen Seitenfaltensackes
spannungsfrei ausbilden, da die Trennschnitte oder die beim Befüllen zerstörten Perforationslinien
in den kritischen Bereichen der Seitenfalten des Aussensackes ein spannungsfreies
Anlegen der Seitenbereiche des Bodens des Innensackes gewährleisten.
[0007] Zusätzlich kann der Innensack zwischen den Trennschnitten oder leicht zerstörbaren
Perforationslinien mit einer Perforationslinie versehen sein, die sich zerreissen
lässt, wenn der Innensack zum Zwecke seiner Entleerung aus dem Aussensack herausgenommen
wird, wie es bei einem Flachsack, bei dem allerdings nicht die Probleme einer spannungsfreien
Bodenausbildung bestehen, an sich aus der DE-OS 24 62 828 bekannt ist.
[0008] Der erfindungsgemässe Seitenfaltensack lässt sich in besonders einfacher Weise herstellen,
da es nicht erforderlich ist, besondere Massnahmen zu treffen, um zu verhindern, dass
die Bodenschweissnaht des Innensackes mit in die Bodenausbildung des Aussensackes
einbezogen wird.
[0009] Weitere vorteilhafte Ausgestaltungen des erfindungsgemässen Verfahrens sind in den
Unteransprüchen angegeben worden.
[0010] Ein Ausführungsbeispiel der Erfindung wird nachstehend anhand der Zeichnung näher
erläutert. I n dieser zeigt
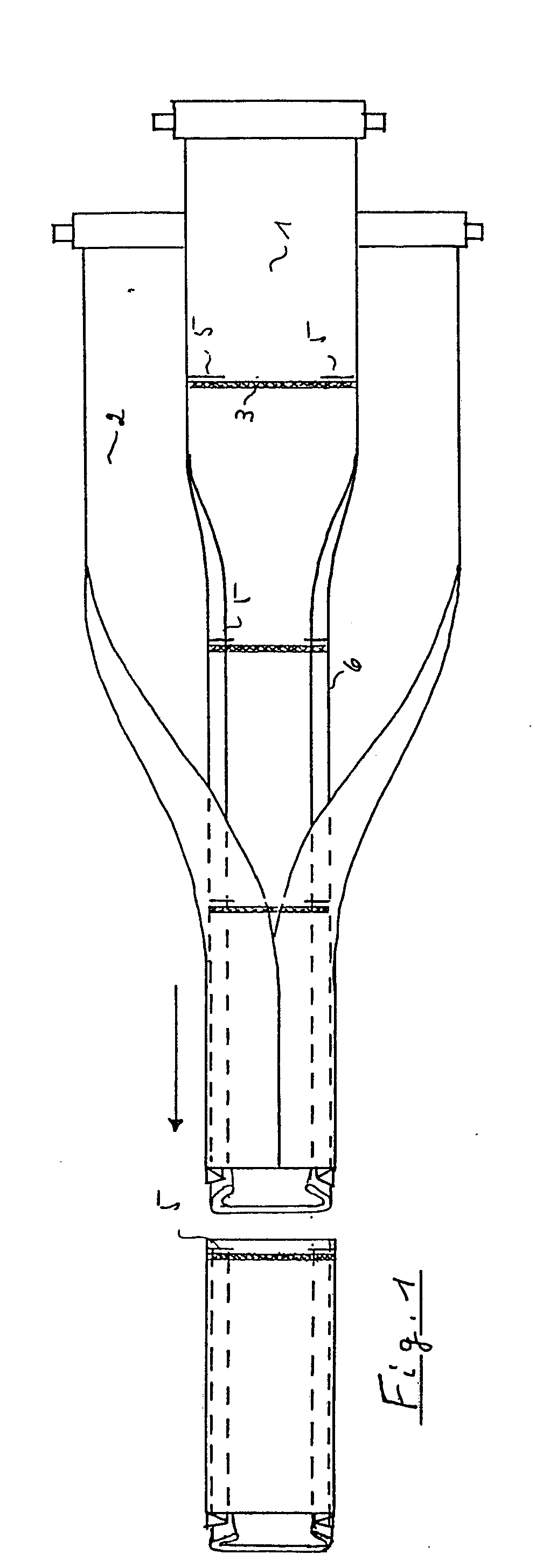
Fig. 1 eine schematische Darstellung der Vorgänge während der Bildung einer Schlauchbahn
aus der die Aussensäcke bildenden Materialbahn unter Einlegen der die Innensäcke bildenden
Innenschlauchbahn und des Abtrennens der der Sackherstellung dienenden Schlauchabschnitte
von der Schlauchbahn,
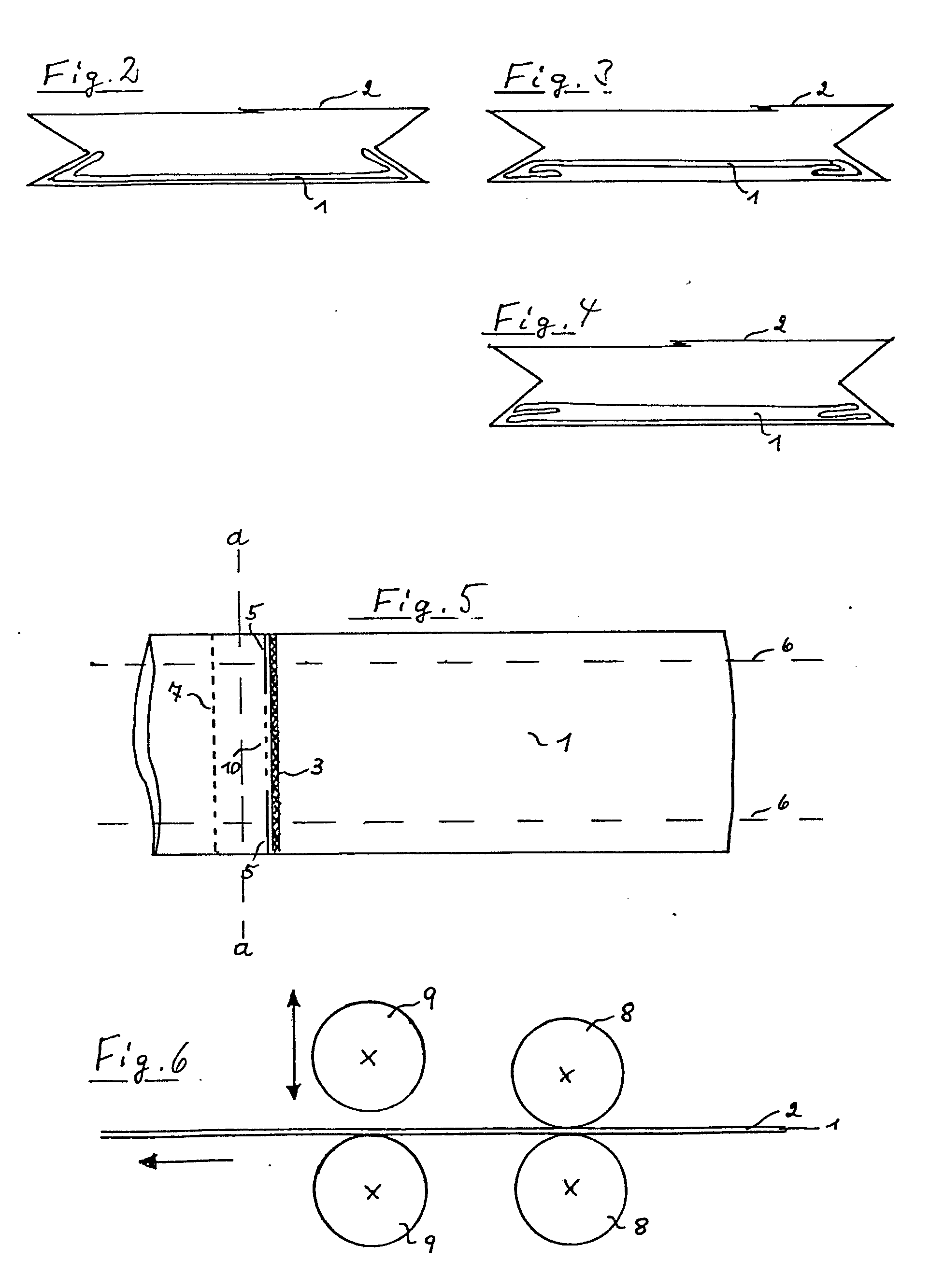
Fig. 2 bis 4 Querschnitte durch flachliegende Säcke mit eingelegten Innensäcken,
Fig. 5 eine Draufsicht auf die die Innensäcke bildende Innenschlauchbahn mit Querschweissnähten,
querverlaufenden Perforationslinien und Trennschnitten und
Fig. 6 eine schematische Darstellung der Trennstation einer Schlauchziehmaschine.
[0011] Wie aus Fig. 1 ersichtlich ist, wird eine Innenschlauchbahn 1 auf die noch offene,
den Aussensack bildende Materialbahn 2 so aufgebracht, dass sich die Kanten 6 der
mit eingeschlagenen Randbereichen versehenen Innenschlauchbahn 1 mit den späteren
äusseren Faltkanten der Materialbahn 2 decken. Die äusseren Randbereiche der Innenschlauchbahn
1 können bereits beim Auflegen auf die Bahn 2 um 180° auf die Ober- oder Unterseite
des Folienschlauches 1 umgefaltet sein, wie es aus den Fig. 2 und 3 ersichtlich ist.
Die Innenschlauchbahn 1 kann jedoch auch flachgelegt und nur mit Bodenschweissnähten
3 versehen in die Schlauchbildeeinrichtung mit eingeführt und dort zusammen mit der
den Aussensack bildenden Materialbahn umgefaltet werden. In diesem Fall ergibt sich
die aus Fig. 2 ersichtliche Anordnung.
[0012] Wie aus Fig. 1 ersichtlich ist, werden die eingefalteten Seitenbereiche der Innenschlauchbahn
1 mit Einschnitten 5 versehen. Diese seitlichen Einschnitte 5 können in der noch flachliegenden
Innenschlauchbahn 1 symmetrisch zur späteren Umfaltkante 6 angebracht werden.
[0013] Werden die Sackabschnitte nicht durch Messerschnitte, wie es beispielsweise für genähte
Säcke der Fall ist, sondern durch Abreissen abgetrennt, werden parallel zu den Einschnitten
in der aus Fig. 5 ersichtlichen Weise Perforationslinien 7 vorgesehen.
[0014] Um den Innensack zum Zwecke des Entleerens aus dem Aussensack herausnehmen zu können,
können die Einschnitte 5 in der aus Fig. 5 ersichtlichen Weise durch eine Perforationslinie
10 miteinander verbunden werden. Bei der Entnahme des Innensackes wird sodann die
Perforationslinie durchgerissen.
[0015] Werden Seitenfaltensäcke mit geklebtem Boden hergestellt, erfolgt das Abtrennen der
Abschnitte durch Abreissen. Beim üblichen Abtrennvorgang durchläuft die Bahn in der
aus Fig. 6 ersichtlichen Weise zwei Walzenpaare 8 und 9, von denen das Walzenpaar
9 mit grösserer Umfangsgeschwindigkeit umläuft als es der Umfangsgeschwindigkeit des
Walzenpaares 8 und der Bahngeschwindigkeit entspricht. Wird die obere Walze des Walzenpaares
9 auf die darunter befindliche Walze abgesenkt, erfährt die Bahn an dieser Stelle
eine ruckartige Beschleunigung, die zum Durchreissen der Perforationslinien führt.
Weist nun ein Schlauchabschnitt im geringen Abstand voneinander zwei Perforationslinien,
nämlich zwischen den Einschnitten 5 befindliche Linien 10 und Perforationslinien 7,
auf, so werden beide Linien erfasst und die gewünschte Art der Trennung ist nicht
möglich. Es muss daher derart vorgegangen werden, dass die Beschleunigung des vorauseilenden
Schlauchabschnittes bereits erfolgt, wenn das Bahnstück in Höhe der Einschnitte 5
sich gerade noch vor der Berührungslinie der Walzen befindet. Bei umgekehrter Bahnrichtung
gilt dies entsprechend. In diesem Fall muss die Perforationslinie 10 bereits die Berührungslinie
des Walzenpaares 9 passiert haben, wenn der Abriss erfolgt. Um bei dieser Verfahrensweise
ein störungsfreies Arbeiten sicherzustellen, kann es zweckmässig sein, den Abstand
zwischen den Einschnitten 5 bzw. der Perforationslinie 10 einerseits und der Perforationslinie
7 andererseits zu vergrössern. Wird die vorgenommene Abstandsvergrösserung durch eine
entsprechende Abschnittsverlängerung in einer Z-Falte kompensiert, so kann der Folieninnenschlauch
beim Befüllen wieder so weit nach unten rutschen, dass die Querschweissnaht 3 unmittelbar
über der Bodenverschlussnaht oder der Umfaltkante a-a liegt.
[0016] Anstelle eines Flachschlauchs als Folieninnenlage, bei dem die Seitenbereiche auf
die beiden Seitenflächen umgefaltet sind, kann selbstverständlich auch ein Folienseitenfaltenschlauch
eingesetzt werden, wie er in Fig. 6 dargestellt ist. Bei einem derartigen Innenschlauch
wird die Bodenschweissnaht jedoch nach Einlegen der Seitenfalten im Seitenfaltenbereich
durch vier Lagen hindurchgeführt, so dass der Ausführungsform, bei der die seitlichen
Umfaltungen nach Bilden der Bodenschweissnaht erfolgen, der Vorzug zu geben ist.
1. Seitenfaltensack mit einem tragenden Aussensack (2), vorzugsweise aus ein- oder
mehrlagigem Papier, dessen Boden durch eine die Seitenfalten erfassende Bodennaht
geschlossen ist, und mit einem Innensack (1) aus thermoplastischer Kunststoffolie,
dessen bodenseitiges Ende durch eine Querschweissnaht (3) geschlossen ist, die in
dem flachliegenden Aussensack oberhalb der Bodennaht oder ggf. oberhalb der oberhalb
der Bodennaht befindlichen Umfaltlinie liegt, wobei der Innensack (1), dessen Umfang
mindestens dem Umfang des Aussensackes (2) entspricht, nach dem Bilden der Querschweissnaht
durch Falten mindestens eines Randbereichs auf sich selbst auf eine Breite gefaltet
ist, die dem Abstand gegenüberliegender äusserer Faltungen der Seitenfalten des Aussensacks
entspricht, dadurch gekennzeichnet, dass der Innensack (1 ) mit seinem die Querschweissnaht
(3) überragenden Teil mit der Bodennaht des Aussensackes verbunden und zwischen der
Bodennaht bzw. der oberhalb von dieser befindlichen Umfaltlinie und der Querschweissnaht
(3) im Bereich seiner seitlichen Falten mit querverlaufenden Trennschnitten (5) oder
leicht zerstörbaren Perforationslinien versehen ist.
2. Seitenfaltensack nach Anspruch 1, dadurch gekennzeichnet, dass der Innensack (1)
zwischen den Trennschnitten (5) oder leicht zerstörbaren Perforationslinien mit einer
die Trennschnitte oder Perforationslinien verbindenden Perforationslinie (10) versehen
ist.
3. Verfahren zur Herstellung eines Seitenfaltensackes nach Anspruch 1 oder 2, bei
dem auf die den Aussensack bildende, gegebenenfalls mehrlagige Materialbahn (2) eine
die späteren Innensäcke (1) bildende Innenschlauchbahn aus thermoplastischem Kunststoff
mit die späteren Böden schliessenden Querschweissnähten (3) aufgelegt, die Materialbahn
(2) durch Einschlagen ihrer Randbereiche zu einer Schlauchbahn geformt und diese Bereiche
in ihrem Überlappungsbereich durch eine Längsnaht miteinander verbunden werden und
die Schlauchbahn oder vorher die Materialbahn mit Seitenfalten versehen wird, wobei
in einer von deren äusseren Falten die äusseren Kanten der Innenschlauchbahn liegen,
die durch vorheriges oder gleichzeitiges Umschlagen mindestens eines Randbereichs
auf eine Breite gefaltet wird, die dem Abstand gegenüberliegender äusserer Faltungen
der Seitenfalten der äusseren Schlauchbahn entspricht, und bei dem von dem Schlauch
Abschnitte abgetrennt und mit Bodennähten versehen werden, dadurch gekennzeichnet,
dass die Innenschlauchbahn zwischen jeder Querschweissnaht (3) und der späteren Bodenfalzlinie
oder Bodennaht der äusseren Schlauchbahn im Bereich der Seitenfalten oder seitlichen
Umfaltungen mit querverlaufenden Trennschnitten (5) oder leicht zerstörbaren Perforationslinien
versehen wird.
4. Verfahren nach Anspruch 3, dadurch gekennzeichnet, dass die Trennschnitte (5) oder
leicht zerstörbaren Perforationslinien durch eine Perforationslinie (10) miteinander
verbunden sind.
5. Verfahren nach Anspruch 3 oder 4, dadurch gekennzeichnet, dass eine Perforationstrennlinie
(7) auf der der späteren Bodenfalzlinie (a-a) oder Bodennaht der Schlauchbahn gegenüberliegenden
Seite angebracht wird.
6. Verfahren nach Anspruch 5, dadurch gekennzeichnet, dass die Perforationstrennung
der einzelnen Schlauchabschnitte durch Abriss dann vorgenommen wird, wenn sich die
durch Perforationslinien (10) miteinander verbundenen Trennschnitte (5) ausserhalb
der Strecke zwischen den Berührungslinien der Trennwalzenpaare (8, 9) einer Schlauchziehmaschine
befinden.
7. Verfahren nach Anspruch 5 oder 6, dadurch gekennzeichnet, dass der Abstand zwischen
den Trennschnitten (5) bzw. der diese verbindenden Perforationslinie (10) und der
Perforationstrennlinie (7) in einem Ausmass vergrössert wird, der in etwa der Länge
einer Z- Falte entspricht.
8. Verfahren nach einem der Ansprüche 3 bis 7, dadurch gekennzeichnet, dass die Innenschlauchbahn
(1) vor dem Bilden der Bodenschweissnähte (3) mit Seitenfalten versehen wird.
1. Sac à plis latéraux comportant un sac extérieur de consolidation (2) de préférence
en papier à une ou plusieurs couches, dont le fond est fermé par une couture de fond
saisissant les plis latéraux et un sac intérieur (1 ) en feuille synthétique thermoplastique
dont l'extrémité côté fond est fermée par une soudure transversale (3) qui se trouve
dans le sac extérieur couché à plat au-dessus de la couture du fond ou, le cas échéant,
au-dessus de la ligne de pliure se trouvant au-dessus de la couture du fond, le sac
intérieur (1 ) dont la circonférence correspond au moins à la circonférence du sac
extérieur (2) étant plié après que la soudure transversale ait été pratiquée, en repliant
au moins un bord sur lui-même à une largeur qui correspond à la distance entre les
plis extérieurs opposés des plis latéraux du sac extérieur, caractérisé en ce que
la partie du sac intérieur (1 ) qui dépasse la soudure transversale (3) est raccordée
à la couture du fond du sac extérieur et que le sac intérieur est pourvu de coupes
transversales (5) ou de lignes de perforation faciles à détruire dans la zone de ses
plis latéraux entre la couture du fond ou la ligne de pliage au-dessus de celle-ci
d'une part et la soudure transversale (3) d'autre part.
2. Sac à plis latéraux selon la revendication (1), caractérisé en ce que le sac interieur
(1) est pourvu entre les coupes (5) ou les lignes de perforation faciles à détruire
d'une ligne de pérfora- tion (10) qui relie les coupes ou lignes de perforation.
3. Procédé de fabrication d'un sac à plis latéraux selon la revendication 1 ou 2 qui
comporte un film tubulaire intérieur qui forme par après le sac intérieur (1 ), qui
consiste en une matière synthétique thermoplastique, est pourvu de soudures transversales
(3) pour fermer les fonds formés par après et est couché sur la bande de matériau
(2) qui constitue le sac extérieur et consiste, le cas échéant, en plusieurs couches,
les parties du bord de la bande de matériau (2) étant pliées vers l'intérieur pour
former une bande tubulaire, leurs parties chevauchantes étant raccordées entre elles
par une couture longitunale, la bande tubulaire ou précedemment la bande de matériau
étant pourvue de plis latéraux de sorte que les bords extérieurs du film tubulaire
intérieur sont couchés dans un des plis extérieurs des plis latéraux, au moins une
des parties du bord du film tubulaire intéreur étant repliée précédemment ou simultanément
pour replier le film tubulaire intérieur à une largeur qui correspond à la distance
entre les lignes de pliage extérieures opposées des plis latéraux de la bande tubulaire
extérieure, des sections étant tranchées du film tubulaire et pourvues de coutures
de fond, caractérisé en ce que le film tubulaire intérieur est pourvu de coupes transversales
(5) ou de lignes de perforation faciles à détruire dans la zone des plis latéraux
ou replis latéraux entre chaque soudure transversale (3) et la ligne de pliage du
fond formé successivement ou la couture du fond de la bande tubulaire extérieure.
4. Procédé selon la revendication 3, caractérisé en ce que les coupes (5) ou lignes
de perforation faciles à détruire sont reliées par une ligne de perforation (10).
5. Procédé selon la revendication 3 ou 4, caractérisé en ce qu'une ligne de perforation
pouvant être séparée (7) est pourvue sur le côté qui est opposé à la ligne de pliage
du fond formé successivement (a-a) ou à la couture de fond de la bande tubulaire.
6. Procédé selon la revendication 5, caractérisé en ce que les différentes sections
de bandes tubulaires sont séparées le long des lignes de perforation en étant arrachées
lorsque les coupes (5) reliées par les lignes de perforation (10) sont disposées dans
une machine à étirer les films tubulaires dans l'intervalle entre les paires de cylindres
tranchants (8, 9).
7. Procédé selon la revendication 5 ou 6, caractérisé en ce que la distance entre
les coupes (5) ou la ligne de perforation (10) qui les relie et la ligne de perforation
(7) est augmentée d'une distance qui correspond approximativement à la longueur d'un
pli en Z.
8. Procédé selon l'une quelconque des revendications 3 à 7, caractérisé en ce que
le film tubulaire intérieur (1 ) est pourvu de plis latéraux avant que les soudures
de fond (3) soient pratiqués.
1. A side gusseted sack comprising a load-carrying outer sack (2) which preferably
consists of single-ply or multy-ply paper and is closed at its bottom by a bottom
seam, which includes also the side gussets, also comprising an inner sack (1), which
consists of synthetic thermoplastic film and is closed at its bottom end by a transverse
seam weld (3), which lies on the flattened outer sack above the bottom seam or, if
desired, above the fold line disposed above the bottom seam, wherein the girth of
the inner sack (1 ) is at least as large as the girth of the outer sack (2) and when
the transverse seam weld has been formed at least one marginal portion of the inner
sack is folded on itself so that the inner sack is folded to a width which corresponds
to the distance between mutually opposite outer fold lines of the side gussets of
the outer sack, characterized in that that portion of the inner sack (1) which protrudes
over the transverse seam weld (3) is joined to the bottom seam of the outer sack and
the inner sack is provided with transversely extending cuts (5) or with easily destructible
perforation lines adjacent to its lateral folds between the bottom seam or the fold
line disposed above said bottom seam, on the one hand, and the transverse seam weld
(3), on the other hand.
2. A siede-gusseted sack according to claim 1, characterized in that the inner sack
(1 ) is provided between the cuts (5) or the easily destructible perforation lines
with a perforation line (10) which connects the cuts or perforation lines.
3. A process of manufacturing a side-gusseted sack according to claim 1 or 2, wherein
an internal tubular film which subsequently forms the inner sacks (1) and consists
of synthetic thermoplastic material and is provided with transverse seam welds (3)
for closing the subsequently formed bottoms is laid onto the web (2), which constitutes
the outer sack and consists, if desired, of a plurality of plies, the marginal portions
of the web (2) are infolded to form a tubular web, their overlapping portions are
joined to each other by a longitudinal seam, the tubular web or previously the web
is provided with side gussets so that the outer edges of the inner tubular film lie
in one of the outer folds of the side gussets, at least one marginal portion of the
inner tubular film is reversely folded previously or simultaneously to fold the internal
tubular film to a width which corresponds to the distance between mutually opposite
outer fold lines of the side gussets of the outer tubular web, and portions are severed
from the tubular film and provided with bottom seams, characterized in that the inner
tubular film is provided with transverse cuts (5) or easily destructible perforation
lines adjacent to the side gussets or lateral reverse folds between each transverse
seam weld (3) and the subsequently formed bottom fold line or bottom seam of the outer
tubular web.
4. A process according to claim 3, characterized in that the cuts (5) or easily destructible
perforation lines are interconnected by a perforation line (10).
5. A process according to claim 3 or 4, characterized in that a severable perforation
line (7) is provided on that side which is opposite to the subsequently formed bottom
fold line (a-a) or bottom seam of the tubular web.
6. A process according to claim 5, characterized in that the several tube sections
are severed at the perforation lines by being pulled off when the cuts (5) connected
by the perforation lines (10) are disposed in a tube-drawing machine outside the region
between the nips of the pairs of severing rollers (8, 9).
7. A process according to claim 5 or 6, characterized in that the distance between
the cuts (5) or the perforation line (10) connecting said score lines and the severable
perforation line (7) is increased by an extent which approximately corresponds to
the length of one Z-fold.
8. A process according to any of claims 3 to 7, characterized in that the inner tubular
film (1) is provided with side gussets before the bottom seam welds (3) are formed.