| (19) |
 |
|
(11) |
EP 0 264 846 A2 |
| (12) |
EUROPÄISCHE PATENTANMELDUNG |
| (43) |
Veröffentlichungstag: |
|
27.04.1988 Patentblatt 1988/17 |
| (22) |
Anmeldetag: 16.10.1987 |
|
|
| (84) |
Benannte Vertragsstaaten: |
|
CH DE FR GB IT LI SE |
| (30) |
Priorität: |
24.10.1986 DE 3636246
|
| (71) |
Anmelder: M.A.N.-ROLAND Druckmaschinen
Aktiengesellschaft |
|
63012 Offenbach (DE) |
|
| (72) |
Erfinder: |
|
- Schneider, Eckhard, Dipl.-Ing. FH
D-8901 Stadtbergen (DE)
|
| (56) |
Entgegenhaltungen: :
|
| |
|
|
|
|
| |
|
| (54) |
Falzapparat mit einer Vorrichtung zum Querperforieren |
(57) Zur Erzeugung einer Querfalzperforierung am Falzrücken des zweiten Querfalzes sind
die Falzmesser (13) eines Greifer- und Falzmesserzylinders (11) als Perforiermesser
ausgebildet und gegen eine Perforiernut (10) am Falzklappenzylinder (8) steuerbar.
Die so perforierten Falzprodukte werden anschließend durch die Falzmesser (13) in
Falzklappen (16) eines nachgeordneten Greifer- und Falzklappenzylinders (14) gestoßen,
wodurch der zweite Querfalz erzeugt wird. Sollen die Produkte ohne zweiten Querfalz
ausgelegt werden, so erfolgt deren Obernahme von dem Greifer- und Falzmesserzylinder
(11) auf dem Greifer- und Falzklappenzylinder (14) durch an letzterem angeordnete
Greifer (15). Bei dieser Betriebsweise sind die Falzklappen (14) und die Perforiermesser
(13) außer Funktion. Durch entsprechende Ausbildung des Punktur- und Falzmesserzylinders
(5) ist auch ein Sammeln der Exemplare vor der Erzeugung des ersten Querfalzes möglich.
|
|
[0001] Die Erfindung betrifft einen Falzapparat mit einer Vorrichtung zum Querperforieren
am Falzrücken von Falzexemplaren, bei denen die Perforation vor dem Falzen an dem
Falzprodukt angebracht wird.
[0002] Aus der DE-AS 1 932 241 ist ein Falzwerk mit einer Vorrichtung zum Querfalzperforieren
am Falzrücken von Falzexemplaren bekannt, bei denen die Perforation vor dem Falzen
an den Bogen angebracht wird. Die Falzmesser sind mit Perforationszähnen ausgestattet
und an dem Sammelzylinder ist eine Gegenwalze 2 mit einer Perforiernut angestellt.
Abgesehen davon, daß die zusätzliche Verwendung der Gegenwalze mit Kosten verbunden
ist und für diese zusätzlicher Raum beansprucht wird, was dem Wunsch nach kompakt
bauenden Falzapparaten entgegensteht, ist mit diesem bekannten Falzwerk nur die Erzeugung
einer Querperforierung am Falzrücken des ersten Querfalzes möglich.
[0003] Hiervon ausgehend ist es die Aufgabe der Erfindung einen Falzapparat zu schaffen,
der die einzelnen Lagen der Falzexemplare im zweiten Querfalz miteinander verbindet,
wobei hierfür keine separaten Walzen bzw. Zylinder benötigt werden sollen. Diese Aufgabe
wird durch die Anwendung der Merkmale des kennzeichnenden Teils des Anspruch 1 gelöst.
Vorteilhafte Weiterbildungen der Erfindung ergeben sich aus den Unteransprüchen sowie
aus der Beschreibung und der beiliegenden Zeichnung.
[0004] Durch die Erfindung wird es in einfacher Weise möglich, die Lagen der Produkte im
zweiten Querfalz miteinander zu verzahnen. Dies ist besonders von Vorteil, wenn die
Falzexemplare als Buchsektionen hergestellt werden, die später einer Klebeverbindung
zugeführt werden. Ebenso ist diese Art der Querperforationseinbringung vorteilhaft,
wenn die in den Falzapparat einlaufenden Stränge nicht durch einen sogenannten Trichterfalz
verbunden werden können. Bei allgemein bekannten Falzapparaten wurden sowohl die Querfalzperforierungen
für den ersten als auch für den zweiten Falz am Strang, d.h. an der einlaufenden Bahn
erzeugt, was verschiedene Nachteile u.a. bezüglich der Verarbeitungsgenauigkeiten
mit sich brachte.
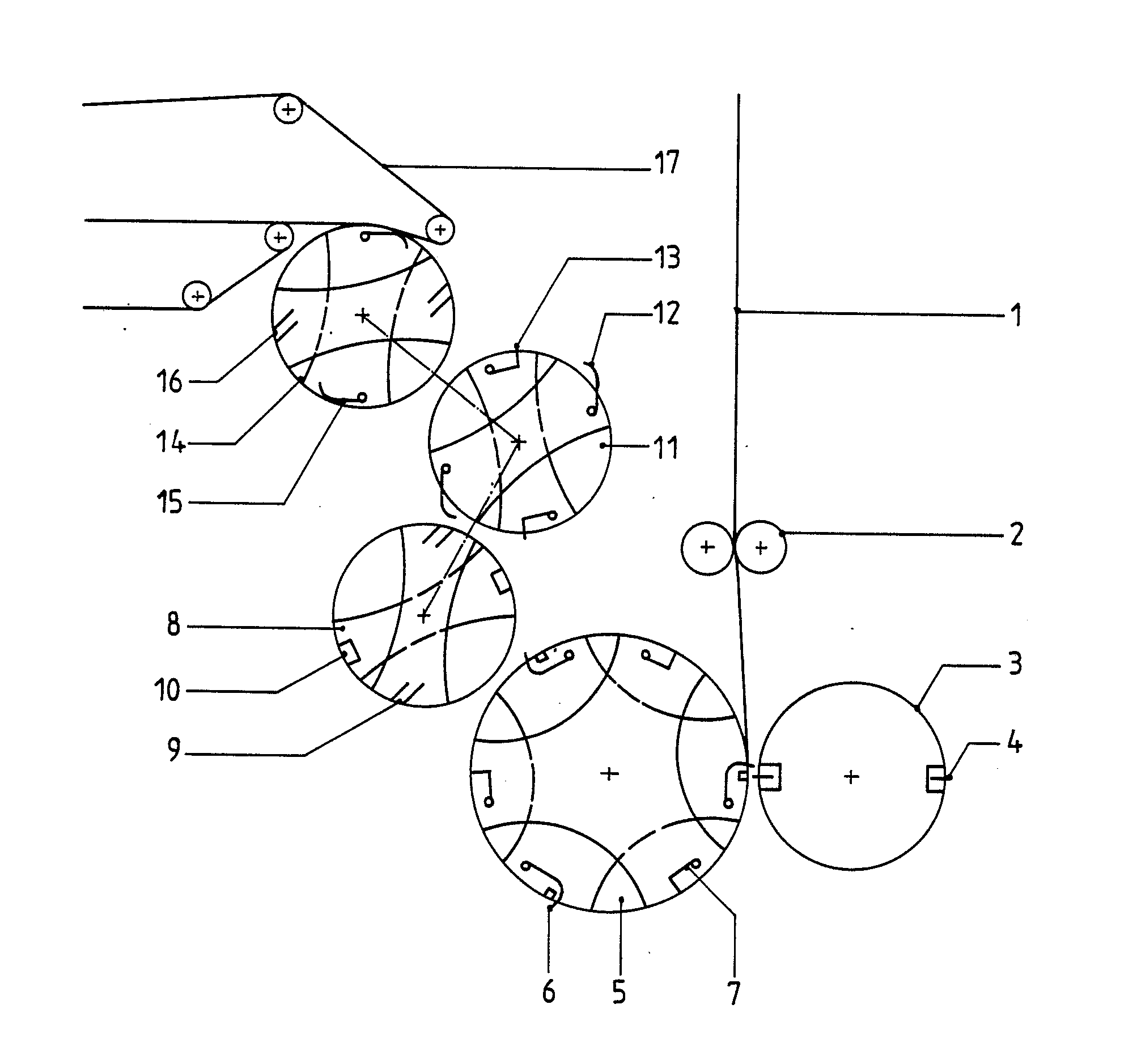
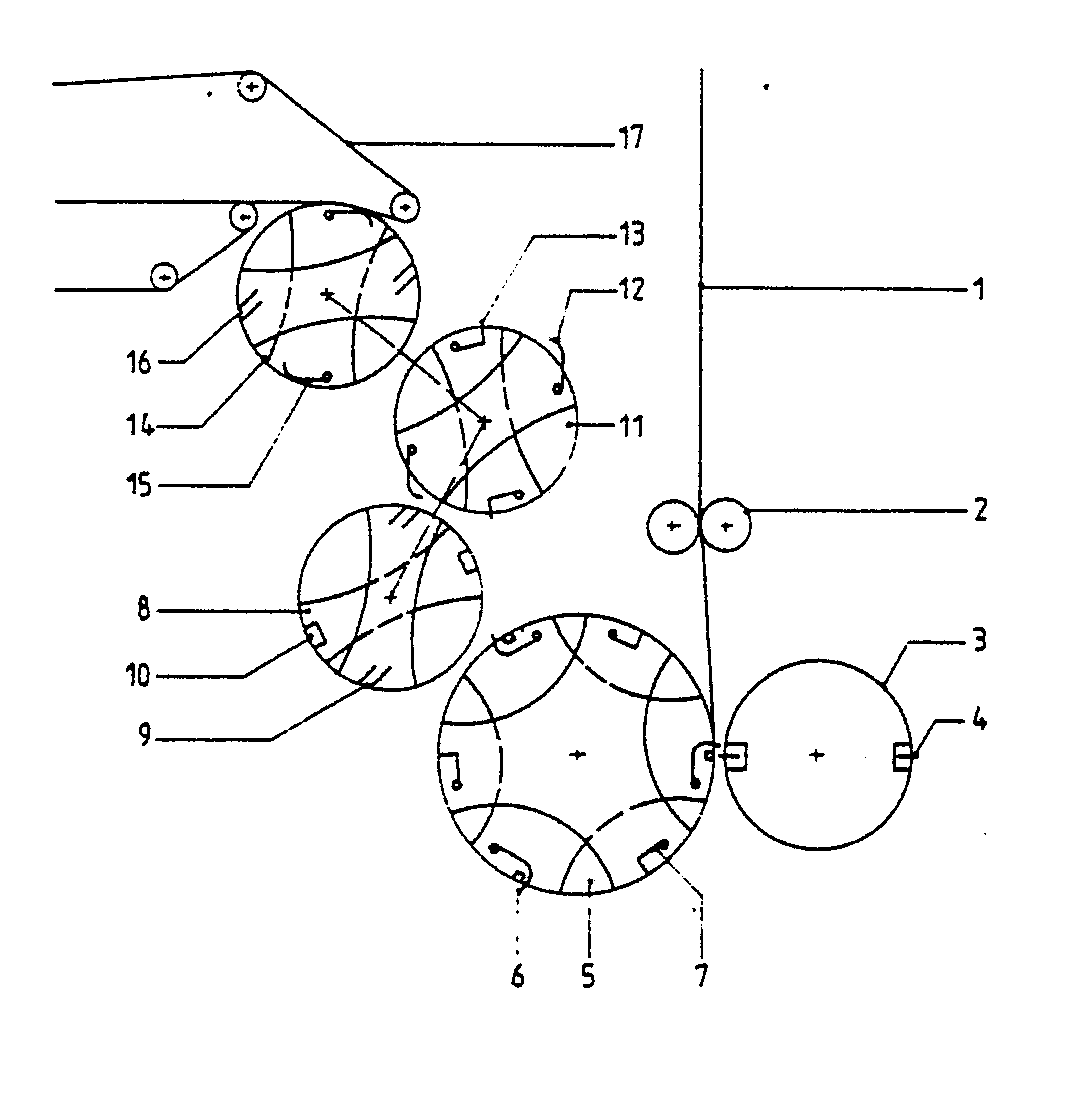
[0005] Im folgenden wird die Erfindung unter Bezugnahme auf die beiliegende Zeichnung im
einzelnen beschrieben. Eine oder mehrere übereinander liegende Bedruckstoffbahnen
1 werden über ein Zugwalzenpaar 2 einem Punktur- und Falzmesserzylinder 5 zugeführt,
der mit Punkturen 6 und Falzmessern 7 ausgestattet ist. Die Bedruckstoffbahn 1 wird
am Punktur- und Falzmesserzylinder 5 durch einen an diesen angestellten mit Messern
4 versehenen Messerzylinder 3 auf die gewünschte Produkt- bzw. Exemplarlänge zugeschnitten.
Die Produktabschnitte werden mittels der Punkturen 6 des Punktur- und Falzmesserzylinders
5 teilweise um letzteren geführt. Durch die Falzmesser 7 werden die Falzexemplare
in Falzklappen 9 eines an dem Punktur- und Falzklappenzylinder 5 angestellten Falzklappenzylinder
8 eingebracht, wodurch der erste Querfalz erzeugt wird. Der Falzklappenzylinder 8
ist sehr einfach aufgebaut und weist außer den erwähnten Falzklappen 9 lediglich noch
eine Perforiernut 10 auf.
[0006] Hinter dem Falzklappenzylinder 8 ist ein Greifer- und Falzmesserzylinder 11 angeordnet,
der Greifer 12 und Falzmesser 13 aufweist. Mit Hilfe der Greifer werden die auf dem
Falzklappenzylinder 8 aufliegenden bereits einmal quergefalzten Exemplare auf den
Greifer- und Falzmesserzylinder 11 übernommen. Nun erfolgt in erfindungsgemäßer Weise
die Erzeugung einer Querperforation am Falzrücken vor dem anschließend zu erzeugenden
zweiten Querfalz. Dies geschieht dadurch, daß die als Perforiermesser ausgebildeten
Falzmesser 13 des Greifer- und Falzmesserzylinders 11 gegen die Perforiernut 10 des
Falzklappenzylinders 8 gesteuert werden, wodurch die Perforation an dem auf dem Greifer-
und Falzklappenzylinder aufliegenden Exemplar erzeugt wird. Anschließend wird der
zweite Querfalz erzeugt, in dem die Falzmesser 13 die auf dem Greifer- und Falzmesserzylinder
11 aufliegenden Exemplare in Falzklappen 16 eines hinter dem Greifer- und Falzmesserzylinder
11 angeordneten Greifer- und Falzklappenzylinders 14 stoßen. Nach der Erzeugung des
zweiten Querfalzes erfolgt die Abgabe der Exemplare, beispielsweise an eine Bandleitung
17.
[0007] Eine weitere Produktionsmöglichkeit besteht darin, daß die mittels der Zylinder 5
und 8 einmal quergefalzten Produkte direkt von den Greifern 15 des Greifer- und Falzklappenzylinders
14 von dem Greifer- und Falzklappenzylinder 11 übernommen werden. Bei dieser Produktionsart
sind die Falzmesser 13 und die Falzklappen 16 außer Funktion. In vorteilhafter Weise
kann der Punktur- und Falzmesserzylinder 5 auch als Sammelzylinder ausgebildet sein,
um vor der Erzeugung des ersten Querfalz auf diesem zugeschnittene Exemplare zu sammeln
und gemeinsam zu falzen. Wenn kein zweiter Querfalz erforderlich ist, wird auch zwischen
den Zylindern 11 und 8 keine Perforierung erzeugt, d.h. die als Perforiermesser ausgebildeten
Falzmesser 13 werden nicht gegen die Perforiernut 10 gesteuert.
1. Falzapparat mit einer Vorrichtung zum Querperforieren am Falzrücken von Falzexemplaren,
bei denen die Perforation vor dem Falzen an dem Falzprodukt angebracht wird, dadurch
gekennzeichnet, daß zur Erzeugung einer Querperforation für den zweiten Querfalz ein
dem Punktur- und Falzmesserzylinder (5) nachgeordneter Falzklappenzylinder (8) mit
einer in Achsrichtung verlaufenden Perforiernut (10) versehen ist, die mit einem als
Falzperforiermesser ausgebildeten Falzmesser (13) eines dem Falzklappenzylinder (10)
nachgeordneten Greiferund Falzmesserzylinder (11) zusammenwirkt, um vor der zweiten
Querfalzerzeugung durch die in Falzklappen (16) eines hinter dem Greifer- und Falzmesserzylinder
(11) angeordneten Greifer- und Falzklappenzylinder (14) eingreifenden Falzmesser (13)
die zweite Querfalzperforation herzustellen.
2. Falzapparat nach Anspruch 1, dadurch gekennzeichnet, daß der Punktur- und Falzmesserzylinder
(5) als Sammelzylinder ausgebildet ist.
3. Falzapparat nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß der Greifer- und
Falzklappenzylinder (14) Greifer (15) aufweist, die bei der Erzeugung des zweiten
Querfalzes außer Funktion gesetzt sind.
4. Falzapparat nach Anspruch 3, dadurch gekennzeichnet, daß die Greifer (15) des Greifer-
und Falzklappenzylinders (14) die mit dem ersten Querfalz versehenen Falzexemplare
von dem Greifer- und Falzmesserzylinder (11) übernehmen, wenn die Falzmesser (13)
des Falzklappenzylinders (11) und die Falzklappen (16) des Greifer- und Falzklappenzylinders
(14) außer Aktion gesetzt sind.