| (19) |
 |
|
(11) |
EP 0 256 227 B1 |
| (12) |
EUROPÄISCHE PATENTSCHRIFT |
| (45) |
Hinweis auf die Patenterteilung: |
|
05.09.1990 Patentblatt 1990/36 |
| (22) |
Anmeldetag: 22.05.1987 |
|
| (51) |
Internationale Patentklassifikation (IPC)5: B65H 54/28 |
|
| (54) |
Endloses Garntraversierband und Verfahren zu seiner Herstellung
Endless traversing band for yarn and method for making the same
Bande sans fin de trancanage de fil et procédé pour la fabrication de cette bande
|
| (84) |
Benannte Vertragsstaaten: |
|
CH DE FR GB IT LI |
| (30) |
Priorität: |
13.08.1986 DE 3627516
|
| (43) |
Veröffentlichungstag der Anmeldung: |
|
24.02.1988 Patentblatt 1988/08 |
| (73) |
Patentinhaber: W. Schlafhorst & Co. |
|
D-41061 Mönchengladbach (DE) |
|
| (72) |
Erfinder: |
|
- Kamp, Heinz
D-5144 Wegberg (DE)
- Becker, Rolf
D-4050 Mönchengladbach 1 (DE)
|
| (74) |
Vertreter: Möhrke, Dieter, Dipl.-Ing. |
|
Katzbachstrasse 27
45472 Mülheim
45472 Mülheim (DE) |
| (56) |
Entgegenhaltungen: :
DE-A- 3 444 648
GB-A- 811 108
GB-A- 1 390 603
|
FR-A- 2 025 977
GB-A- 1 024 639
US-A- 3 333 782
|
|
| |
|
|
|
|
| |
|
| Anmerkung: Innerhalb von neun Monaten nach der Bekanntmachung des Hinweises auf die
Erteilung des europäischen Patents kann jedermann beim Europäischen Patentamt gegen
das erteilte europäischen Patent Einspruch einlegen. Der Einspruch ist schriftlich
einzureichen und zu begründen. Er gilt erst als eingelegt, wenn die Einspruchsgebühr
entrichtet worden ist. (Art. 99(1) Europäisches Patentübereinkommen). |
[0001] Die Erfindung betrifft ein endloses Garntraversierband für eine Garntraversiervorrichtung
an einer Kreuzspulen herstellenden Maschine, das in Abständen mit Garnmitnehmern versehen
ist, die an der Schmalseite des Garntraversierbandes angeordnet sind und die Form
eines Sägezahns haben, wie aus GB-A 1 024 639 bekannt, und Verfahren zu seiner Herstellung.
[0002] Der Erfindung liegt die Aufgabe zugrunde, ein gattungsgemäßes Garntraversierband
so zu verbessern, daß es besonders gut zum Garntraversieren geeignet wird, sich leicht
herstellen läßt, einem geringen Verschleiß unterliegt und mit einer einfachen, preiswerten
Antriebsvorrichtung betrieben werden kann.
[0003] Gemäß der Erfindung wird diese Aufgabe dadurch gelöst, daß das Garntraversierband
aus in gummielastisches Material eingebettetem Gewebe aus Textil- und/oder Metallfäden
besteht und daß die Vorderflanken der Garnmitnehmer eine hülsenartige Armierung aus
verschleißfestem Werkstoff aufweisen.
[0004] Vorteilhafte Weiterbildungen der Erfindung sind in den Ansprüchen 2 bis 9 beschrieben.
[0005] Ein neues und erfinderisches Verfahren zum Herstellen eines im Oberbegriff des Anspruchs
1 beschriebenen Garntraversierbandes ist dadurch gekennzeichnet, daß aus Textil- und/oder
Metallfäden ein Gewebe hergestellt, das Gewebe, gegebenenfalls mehrlagig, in gummielastisches
Material eingebettet und aus einem bandförmigen Streifen des so erhaltenen Gebildes
Teile ausgestanzt werden, so daß die Gammitnehmer stehenbleiben, und anschließend
die Vorderflanken der Garnmitnehmer mit hülsenartigen Armierungen versehen werden.
[0006] Ein alternatives Verfahren zum Herstellen eines endlosen Garntraversierbandes nach
dem Oberbegriff des Patentanspruchs 1 ist dadurch gekennzeichnet, daß aus Textil-
und/oder Metallfäden ein Gewebe hergestellt, mehrere Lagen des Gewebes aufeinandergelegt
und dazwischen biegsame Garnmitnehmer eingelegt werden, das Ganze dann in gummielastisches
Material eingebettet wird und anschließend die Vorderflanken der Garnmitnehmer mit
hülsenartigen Armierungen versehen werden.
[0007] In Weiterbildung der Erfindung ist vorgesehen, daß das Garntraversierband an beiden
Enden angeschäftet wird und daß dann die beiden Enden überlappt miteinander verklebt,
verschweißt oder aneinandervulkanisiert werden.
[0008] In Weiterbildung der Erfindung ist vorgesehen, daß die Mehrlagigkeit der Gewebekarkasse
durch Aufwickeln des Gewebes über einen Kern zustandegebracht wird.
[0009] Die verhältnismäßig steile, maximal etwa 10 Grad entgegen der Bandlaufrichtung aus
der Senkrechten geneigte Vorderflanke der Garnmitnehmer gewährleistet eine gute Mitnahme
des Garns beim Traversieren und behindert zugleich noch nicht die Abgabe des Garns
an den Umkehrstellen der Traversierung.
[0010] Ein konvexer oder konvex gebrochener Verlauf der Rückflanke des Gammitnehmers gewährleistet
die erforderliche Stabilität und verhindert das Hängenbleiben des Garns an der Rückseite
des Garnmitnehmers.
[0011] Das Ausrunden der Übergänge zwischen Garntraversierband und Garnmitnehmern gewährleistet
eine lange Haltbarkeit und verhindert Ermüdungsbrüche, indem das Eintreten einer Kerbwirkung
so gut wie ausgeschlossen ist.
[0012] Eine hülsenartige Armierung der Vorderflanke des Garnmitnehmers ist besonders einfach,
wirtschaftlich und haltbar. Eine solche Ausbildung der Armierung beeinträchtigt auch
nicht nennenswert die Flexibilität des Garntraversierbandes, dies insbesondere dann
nicht, wenn die Armierung aus einer einen Längsschlitz aufweisenden, federnden Hülse
besteht, die durch ihre Federkraft, die Vorderflanke übergreifend, kraftschlüssig
mit dem Garnmitnehmer verbunden ist. Es besteht dann lediglich ein Linienkontakt mit
dem Garnmitnehmer. Derartige Hülsen sind auf anderen Gebieten der Technik bereits
als sogenannte Spannhülsen oder Spannstifte in Gebrauch, so daß diese Normteile hier
mit Vorteil verwendet werden können.
[0013] Beim Herstellen des Garntraversierbandes kann man von einer plattenförmigen oder
von einer bandförmigen Karkasse ausgehen. Fertig vulkanisierte Platten können beispielsweise
erst zu Bändern zerschnitten werden, und danach können die Garnmitnehmer durch Ausstanzen
hergestellt werden. Bandförmige Karkassen sind beispielsweise durch Aufwickeln herstellbar,
so daß ein nachträgliches Anschäften und Kleben, Schweißen oder Vulkanisieren entfällt.
Dafür ist aber das Einbetten der Karkasse in gummielastisches Material nur mit Sondervorrichtungen
möglich. Somit haben beide Zweige der Herstellung ihre Vor- und Nachteile.
[0014] Die Erfindung soll anhand des zeichnerisch dargestellten Ausführungsbeispiels noch
näher erläutert und beschrieben werden.
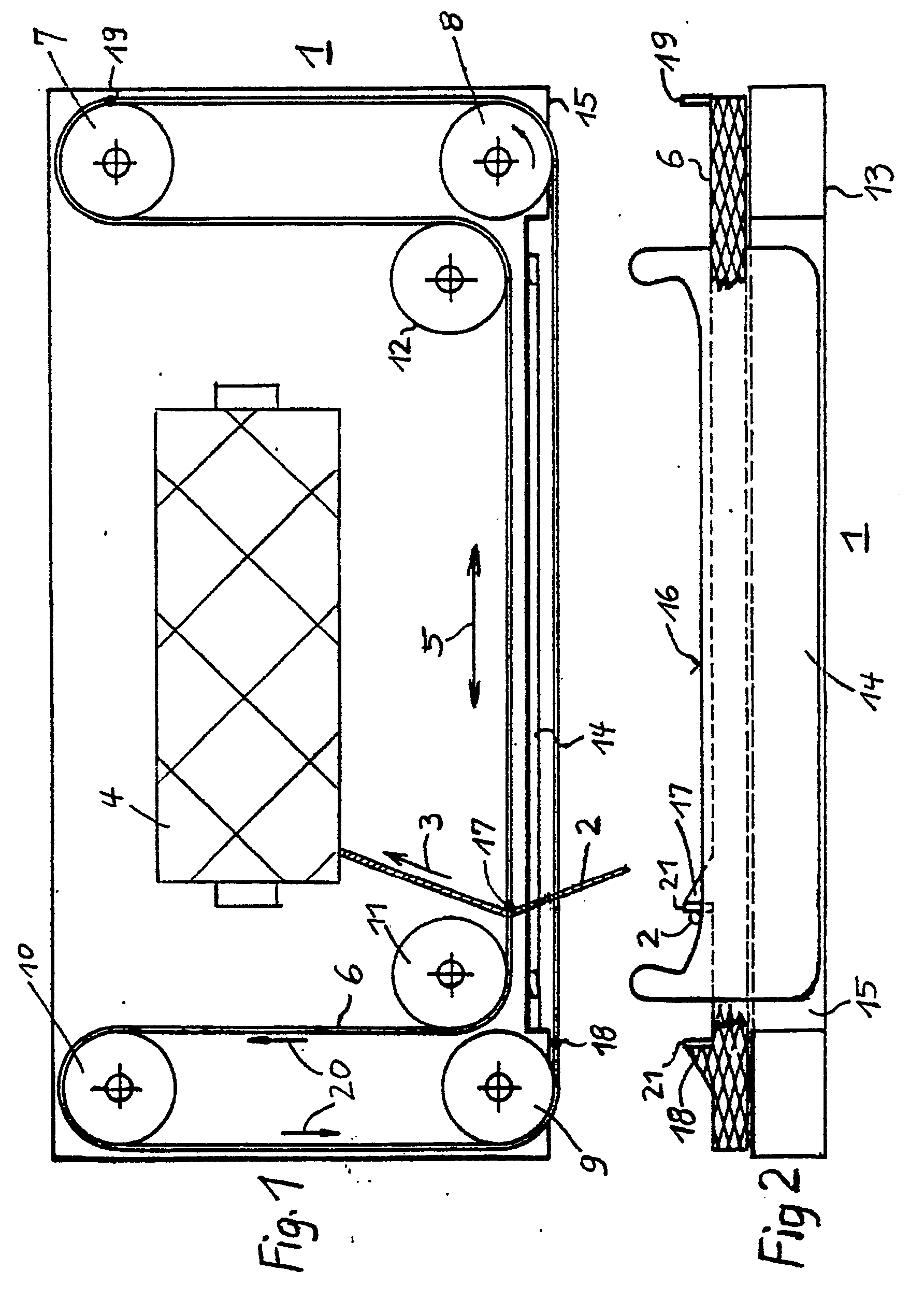
Fig. 1 zeigt die Draufsicht, Fig. 2 die Vorderansicht einer Garntraversiervorrichtung.
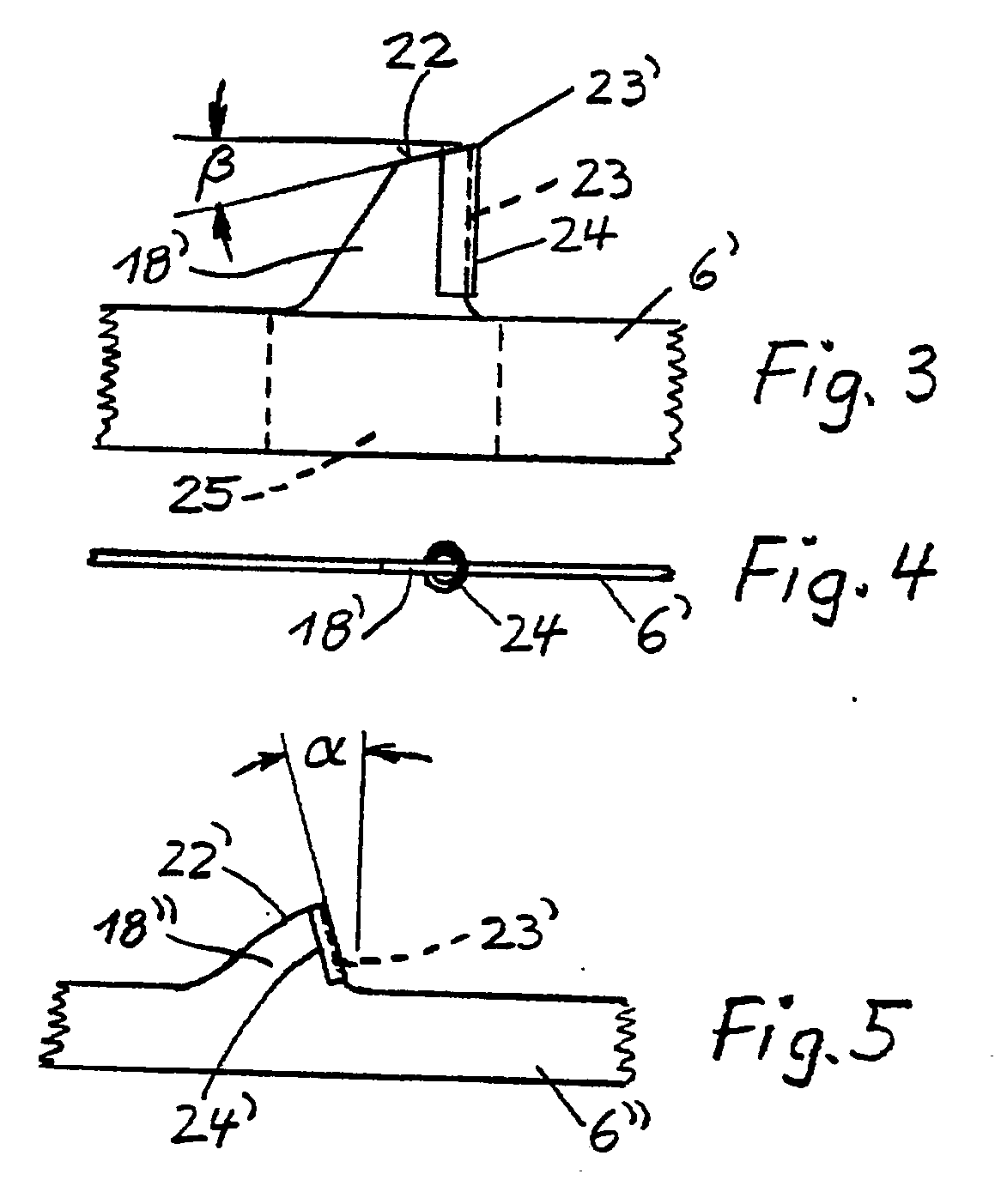
Fig. 3 zeigt einen Garnmitnehmer in Seitenansicht,
Fig. 4 in Draufsicht.
Fig. 5 zeigt die Ansicht eines anderen Garnmitnehmers.
[0015] In den Fig. 1 und 2 ist die Garntraversiervorrichtung einer Kreuzspulen herstellenden
Maschine insgesamt mit (1) bezeichnet. Das Garn (2) wird mit Hilfe der Garntraversiervorrichtung
(1) in Richtung des Pfeils (3) einer rotierenden Kreuzspule (4) zugeführt und dort
in Kreuzlagen aufgewickelt. Hierzu traversiert die Garntraversiervorrichtung (1) das
Garn (2) ständig in Richtung des Doppelpfeils (5). Zum Traversieren wird ein endloses
Garntraversierband (6) verwendet. Das Garntraversierband (6) umschlingt die Rollen
(7 bis 12), von denen die Rolle (8) einen Antriebsmotor (13) besitzt. Alle sechs Rollen
sind an einem Tragkörper (15) gelagert. Der Tragkörper (15) trägt auch eine Garnleitplatine
(14). Die Garnleitplatine (14) besitzt eine Garnleitkontur (16), die zu den Enden
des Traversierbereichs hin einen ansteigenden Verlauf nimmt, wie es Fig. 2 zeigt.
[0016] Das Garntraversierband (6) ist in Abständen mit drei Garnmitnehmern (17, 18, 19)
versehen. Alle drei Garnmitnehmer sind an der Schmalseite des Garntraversierbandes
angeordnet und haben die Form eines Sägezahns.
[0017] Die Vorderflanken der Garnmitnehmer (17 bis 19) weisen in Laufrichtung (20) des Garntraversierbandes
(6) und sind mit je einer hülsenartigen Armierung (21) aus verschleißfestem Werkstoff
versehen.
[0018] Gemäß Fig. 2 wandert der Garnmitnehmer (17) gerade nach links. Er nimmt dabei das
Garn (2) mit, das an der Garnleitkontur (16) der Garnleitplatine (14) entlangrutscht,
bis der Garnmitnehmer (17) hinter der ansteigenden Garnleitkontur (16) wegtaucht und
das Garn (2) freigibt, das dann durch den von links nach rechts wandernden Garnmitnehmer
(18) erfaßt und anschließend von links nach rechts traversiert wird, bis das Garn
dann anschließend durch den dritten Mitnehmer (19) erfaßt wird, der es dann wieder
von rechts nach links traversiert und so fort.
[0019] In Fig. 1 sind die Garnmitnehmer (17 bis 19) der einfacheren Darstellung wegen lediglich
durch Punkte dargestellt.
[0020] Das Garntraversierband (6) besteht aus in gummielastisches Material eingebettetem
Gewebe aus Textilfäden. Alternativ können in dieses Textilgewebe auch Metallfäden
eingewebt sein, vorzugsweise in Bandlaufrichtung.
[0021] Fig. 2 zeigt, daß die steile Flanke der Garnmitnehmer (17 und 18) senkrechtstehend
zum Garntraversierband (6) angeordnet ist. Dasselbe gilt für den Garnmitnehmer (19).
[0022] Bei der Altemativausbildung des Garntraversierbandes (6') nach den Fig. 3 und 4 hat
die Rückenflanke (22, 22') des Garnmitnehmers (18') einen konvex gebrochenen Verlauf.
Die Rückenflanke (22) verläuft vom Ende (23') der Vorderflanke (23) aus unter einem
Winkel Beta von etwa 10 Grad gegen das Garntraversierband (6') geneigt. Nach Richtungsänderung
verläuft die Rückenflanke (22) dann stärker geneigt.
[0023] Insbesondere Fig. 3 läßt erkennen, daß die Übergänge zwischen Garntraversierband
(6') und Garnmitnehmer (18') ausgerundet sind.
[0024] Bei diesem Ausführungsbeispiel besteht die Armierung (24) aus einer einen Längsschlitz
aufweisenden, federnden Hülse, die durch ihre Federkraft, die Vorderflanke (23) übergreifend,
kraftschlüssig mit dem Garnmitnehmer (18') verbunden ist. Diese Hülse (24) besteht
aus rostgeschütztem Stahl.
[0025] Während die Vorderflanke (23) des Garnmitnehmers (18') nach dem Ausführungsbeispiel
gemäß Fig. 3 und 4 senkrecht stehend zum Garntraversierband (6') angeordnet ist, liegt
die durch eine Hülse (24') armierte Vorderflanke (23') des Garnmitnehmers (18") des
Garntraversierbandes (6") bei dem Ausführungsbeispiel nach Fig. 5 unter einem Winkel
Alpha von etwa 10 Grad entgegen der Bandlaufrichtung aus der Senkrechten geneigt.
Bei dem Gammitnehmer (18") hat die Rückenflanke (22') einen konvexen Verlauf.
[0026] Die Garntraversierbänder (6 und 6") wurden folgendermaßen angefertigt:
Zuerst wurde aus Textilfäden ein Gewebe hergestellt, das mehrlagig zunächst provisorisch
aufgewickelt wurde. Die aufeinanderliegenden Lagen wurden dann wieder vom Wickelkörper
abgezogen, durch ein Gummierungsbad geleitet und anschließend automatisch vulkanisiert,
so daß ein zugfestes, in Zugrichtung dehnungsarmes, elastisches Band entstand. Dieses
Band wurde dann in mehrere Bänder aufgeteilt, und aus jedem dieser Bänder wurden zunächst
Traversierbandrohlinge dadurch hergestellt, daß man durch Ausstanzen die Garnmitnehmer
bildete. Der Traversierbandrohling wurde an beiden Enden angeschäftet, und die Enden
wurden dann überlappt zusammenvulkanisiert. Anschließend erhielten die drei Garnmitnehmer
ihre Armierungen.
[0027] Hiervon abweichend, wurde das Garntraversierband (6') folgendermaßen hergestellt:
Zunächst wurde aus Textilfäden ein Gewebeband hergestellt und provisorisch aufgewickelt.
Dann wurde das Band auf eine Trommel gewickelt, die die Umfangslänge des späteren
Garntraversierbandes hatte. Auf diese Trommel wurden vier Lagen des Gewebebandes aufgewickelt
und dann wurden zwischen die Lagen die in Fig. 3 angedeuteten Füße (25) des Garnmitnehmers
(18') und der übrigen Garnmitnehmer eingeschoben. Die Garnmitnehmer bestehen hier
aus biegsamem Material. Das Ganze wurde dann auf der Trommel gummiert und vulkanisiert
und nach dem Vulkanisieren von der Trommel abgezogen. Anschließend wurden die Armierungen
(24') aufgesteckt.
1.. Endloses Garntraversierband für eine Garntraversiervorrichtung an einer Kreuzspulen
herstellenden Maschine, das in Abständen mit Garnmitnehmern versehen ist, die an der
Schmalseite des Garntraversierbandes angeordnet sind und die Form eines Sägezahns
haben,
dadurch gekennzeichnet, daß das Garntraversierband (6, 6', 6") aus in gummielastisches
Material eingebettetem Gewebe aus Textil- und/oder Metallfäden besteht und daß die
Vorderflanken (23, 23') der Garnmitnehmer (17, 18, 19; 18', 18") eine hülsenartige
Armierung (21, 24, 24') aus verschleißfestem Werkstoff aufweisen.
2. Endloses Garntraversierband nach Anspruch 1, dadurch gekennzeichnet, daß die Vorderflanke
(23) senkrechtstehend zum Garntraversierband (6') angeordnet ist.
3. Endloses Garntraversierband nach Anspruch 1, dadurch gekennzeichnet, daß die Vorderflanke
(23') maximal etwa 10 Grad entgegen der Bandlaufrichtung aus der Senkrechten geneigt
ist.
4. Endloses Garntraversierband nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet,
daß die Rückenflanke - (22') des Garnmitnehmers (18") einen konvexen Verlauf hat.
5. Endloses Garntraversierband nach einem der Ansprüche 1 bis 3, dadurch gekennzeichnet,
daß die Rückenflanke (22, 22') des Gammitnehmers (18') einen konvex gebrochenen Verlauf
hat.
6. Endloses Garntraversierband nach Anspruch 5, dadurch gekennzeichnet, daß die Rückenflanke
(22) vom Ende (23') der Vorderflanke (23) aus unter etwa 10 Grad gegen das Garntraversierband
(6') geneigt verläuft, dann ihre Richtung ändert und stärker geneigt verläuft.
7. Endloses Garntraversierband nach einem der Ansprüche 1 bis 6, dadurch gekennzeichnet,
daß die Übergänge zwischen Garntraversierband (6') und Garnmitnehmem (18') ausgerundet
sind.
8. Endloses Garntraversierband nach einem der Ansprüche 1 bis 7, dadurch gekennzeichnet,
daß die Armierung (24, 24') aus einer einen Längsschlitz aufweisenden, federnden Hülse
besteht, die durch ihre Federkraft, die Vorderflanke (23, 23') übergreifend, kraftschlüssig
mit dem Garnmitnehmer (18, 18") verbunden ist.
9. Endloses Garntraversierband nach Anspruch 8, dadurch gekennzeichnet, daß die Hülse
(24, 24') aus gegebenenfalls rostgeschütztem Stahl besteht.
10. Verfahren zum Herstellen eines endlosen Garntraversierbandes für eine Garntraversiervorrichtung
an einer Kreuzspulen herstellenden Maschine, das in Abständen mit Garnmitnehmern versehen
ist, die an der Schmalseite des Garntraversierbandes angeordnet sind und die Form
eines Sägezahns haben, dadurch gekennzeichnet, daß aus Textil- und/oder Metallfäden
ein Gewebe hergestellt, das Gewebe, gegebenenfalls mehrlagig, in gummielastisches
Material eingebettet und aus einem bandförmigen Streifen des so erhaltenen Gebildes
Teile ausgestanzt werden, so daß die Garnmitnehmer stehenbleiben, und anschließend
die Vorderflanken der Garnmitnehmer mit hülsenartigen Armierungen versehen werden.
11. Verfahren zum Herstellen eines endlosen Garntraversierbandes nach dem Oberbegriff
des Anspruchs 10, dadurch gekennzeichnet, daß aus Textil- und/oder Metallfäden ein
Gewebe hergestellt, mehrere Lagen des Gewebes aufeinandergelegt und dazwischen biegsame
Gammitnehmer eingelegt werden, das Ganze dann in gummielastisches Material eingebettet
wird und anschließend die Vorderflanken der Garnmitnehmer mit hülsenartigen Armierungen
versehen werden.
12. Verfahren nach Anspruch 10 oder 11, dadurch gekennzeichnet, daß das Garntraversierband
an beiden Enden angeschäftet wird und daß dann die beiden Enden überlappt miteinander
verklebt, verschweißt oder aneinandervulkanisiert werden.
13. Verfahren nach Anspruch 10 oder 11, dadurch gekennzeichnet, daß die Mehrlagigkeit
der Gewebekarkasse durch Aufwickeln des Gewebes über einen Kern zustandegebracht wird.
1. Bande sans fin de guide-fil à va-et-vient destinée à un dispositif à va-et-vient
de guidage du fil sur une machine pour la fabrication de bobines croisées et munie
par intervalles de taquets d'entraînement du ful qui sont disposés sur le petit côté
de la bande de guide-fil à va-et-vient et qui présentent la forme d'une dent de scie,
caractérisée par le fait que la bande de guide-fil à va-et-vient (6, 6', 6") se compose
d'un tissu de fils textiles et/ou métalliques noyé dans une matière élastique comme
du caoutchouc, et par le fait que les flancs avant (23, 23') des taquets d'entraînement
du fil (17, 18, 19; 18', 18") comportent un renfort analogue à une gaine (21, 24,
24') en une matière résistant à l'usure.
2. Bande sans fin de guide-fil à va-et-vient selon la revendication 1, caractérisée
par le fait que le flanc avant (23) est disposé verticalement sur la bande de guide-fil
à va-et-vient (6').
3. Bande sans fin de guide-fil à va-et-vient selon la revendication 1, caractérisée
par le fait que le flanc avant (23') est incliné au maximum de 10° environ par rapport à la verticale, à l'opposé de la direction de défilement de la
bande.
4. Bande sans fin de guide-fil à va-et-vient selon l'une des revendications 1 à 3,
caractérisée par le fait que le flanc arrière (22') du taquet d'entraînement du fil
(18") présente un tracé convexe.
5. Bande sans fin de guide-fil à va-et-vient selon l'une des revendications 1 à 3,
caractérisée par le fait que le flanc arrière (22, 22') du taquet d'entraînement du
fil (18') présente un tracé brisé convexe.
6. Bande sans fin de guide-fil à va-et-vient selon la revendication 5, caractérisée
par le fait que le flanc arrière (22) s'étend depuis l'extrémité (23') du flanc avant
(23) en étant incliné de 10° environ par rapport à la bande de guide-fil à va-et-vient (6'), puis change de direction et s'étend sous une inclinaison plus forte.
7. Bande sans fin de guide-fil à va-et-vient selon l'une des revendications 1 à 6,
caractérisée par le fait que les régions de transition entre la bande de guide-fil
à va-et-vient (6') et les taquets d'entraînement du fil (18') sont arrondies.
8. Bande sans fin de guide-fil à va-et-vient selon l'une des revendications 1 à 7,
caractérisée par le fait que le renfort (24, 24') se compose d'une gaine élastique
qui présente une fente longitudinale et qui, grâce à sa force élastique, est reliée
par conjugaison des forces au taquet d'entraînement du fil (18, 18") en recouvrant
le flanc avant (23, 23').
9. Bande sans fin de guide-fil à va-et-vient selon la revendication 8, caractérisée
par le fait que la gaine (24, 24') est constituée par de l'acier, le cas échéant protégé contre la rouille.
10. Procédé pour la fabrication d'une bande sans fin de guide-fil à va-et-vient destinée
à un dispositif à va-et-vient de guidage sur une machine pour la fabrication de bobines
croisées et munie par intervalles de taquets d'entraînement du fil qui sont disposés
sur le petit côté de la bande de guide-fil à va-et-vient et qui présentent la forme
d'une dent de scie, caractérisé par le fait que l'on fabrique un tissu à partir de
fils textiles et/ou métalliques, que l'on noie le tissu, le cas échéant en plusieurs
couches, dans und matière élastique comme du caoutchouc, que l'on estampe des pièces
à partir d'un ruban en forme de bande du produit ainsi obtenu, de telle manière que
les taquets d'entraînement du fil restent conservés, et que l'on munit ensuite les
flancs avant des taquets d'entraînement du fil de renforts analogues à des gaines.
11. Procédé pour la fabrication d'une bande sans fin de guide-fil à va-et-vient selon
le préambule de la revendication 10, caractérisé par le fait que l'on fabrique un
tissu à partir de fils textiles et/ou métalliques, que l'on superpose plusieurs couches
du tissu et que l'on insère entre elles des taquets flexibles d'entraînement du fil,
que l'on noie le tout dans une matière élastique comme du caoutchouch, et que l'on
munit ensuite les flancs avant des taquets d'entraînement du fil de renforts analogues
à des gaines.
12. Procédé selon la revendication 10 ou 11, caractérisé par le fait que l'on aboute
la bande de guide-fil à va-et-vient par ses deux extrémités, et par le fait qu'ensuite,
on colle, soude ou réunit par vulcanisation l'une à l'autre les deux extrémités qui
se recouvrent.
13. Procédé selon la revendication 10 ou 11, caractérisé par le fait que la disposition
en plusieurs couches de la caracasse en tissu est réalisée par enroulement du tissu
sur un noyau.
1. Endless yarn traversing belt for a yarn traversing device on a machine for making
crosswound bobbins, which belt is provided, at intervals, with yarn catches, which
are mounted on the narrow edge of the yarn traversing belt and each have the shape
of a sawtooth, characterized in that the yarn travresing belt (6, 6', 6") is of a
fabric of textile and/or metal threads imbedded in rubber-elastic material, and that
the front flanks (23, 23') of the yarn catches (17, 18, 19; 18', 18") have a sleeve-like
reinforcement (21, 24, 24') of wear-resistant material.
2. Endless yam traversing belt according to Claim 1, characterized in that the front
flank (23) is disposed projecting perpendicularly from the yarn traversing belt (6').
3. Endless yarn traversing belt according to Claim 1, characterized in that the front
flank (23') is inclined at a maximum of about 10 degrees from the perpendicular in
opposition to the belt travel direction.
4. Endless yarn traversing belt according to one of Claims 1 to 3, characterized in
that the rear flank (22') of the yarn catch (18") has a convex shape.
5. Endless yarn traversing belt according to one of Claims 1 to 3, characterized in
that the rear flank (22, 22') of the yarn catch (18') has a convexly interrupted shape.
6. Endless yarn traversing belt according to Claim 5, characterized in that the rear
flank (22) extends inclined from the end (23') of the front flank (23) at an angle
of about 10 degrees towards the yarn traversing belt (6'), then changes its direction
and runs more steeply inclined.
7. Endless yarn traversing belt according to one of Claims 1 to 6, characterized in
that the transitions between yarn traversing belt (6') and yarn catches (18') are
rounded.
8. Endless yarn traversing belt according to one of Claims 1 to 7, characterized in
that the reinforcement (24, 24') consists of a resilient sleeve having a longitudinal
slit, which sleeve is connected by its spring force, fitting around the front flank
(23, 23'), firmly with the yarn catch (18, 18").
9. Endless yarn traversing belt according to Claim 8, characterized in that the sleeve
(24, 24') is of possibly rust-protected steel.
10. Method of making an endless yarn traversing belt for a yarn traversing device
on a machine for making crosswound bobbins, which belt is provided at intervals with
yarn catches which are mounted on the narrow edge of the yarn traversing belt and
each have the form of a sawtooth, characterized in that a fabric is produced from
textile and/or metal threads, the fabric, possibly in several layers, is embedded
in rubber-elastic material and parts are stamped out from a belt-shaped strip of the
thus obtained structure, so that the yarn catches remain, and thereafter the front
flanks of the yarn catches are equipped with sleeve-like reinforcements.
11. Method of making an endless yarn traversing belt according to the preamble of
Claim 10, characterized in that a fabric is produced from textile and/or metal threads,
several layers of the fabric are laid one upon another and flexible yarn catches are
inserted between them, the whole assembly is then embedded in rubber-elastic material
and thereafter the front flanks of the yarn catches are equipped with sleeve-like
reinforcements.
12. Method according to Claim 10 or 11, characterized in that the yarn traversing
belt is thinned down at both ends and that the two ends are then overlapped and glued,
welded or vulcanized together.
13. Method according to Claim 10 or 11, characterized in that the multi-layer structure
of the fabric carcass is produced by winding of the fabric around a core.