|
(11) | EP 0 461 006 B1 |

| (12) | FASCICULE DE BREVET EUROPEEN |
|
|
| (54) |
Procédé et dispositif de cintrage de tuyauterie Verfahren und Vorrichtung zum Biegen von Rohren Method and apparatus for bending tubes |
|
|
|||||||||||||||||||||||||||
| Il est rappelé que: Dans un délai de neuf mois à compter de la date de publication de la mention de la délivrance de brevet européen, toute personne peut faire opposition au brevet européen délivré, auprès de l'Office européen des brevets. L'opposition doit être formée par écrit et motivée. Elle n'est réputée formée qu'après paiement de la taxe d'opposition. (Art. 99(1) Convention sur le brevet européen). |
[0001] La présente invention concerne un dispositif destiné au cintrage des tuyaux. Plus précisément l'invention est relative aux sabots de cintrage de tuyauteries et au procédé d'utilisation du sabot selon l'invention.
[0002] Pour cintrer un tuyau d'un angle de cintrage β, on utilise un sabot de cintrage monté sur une cintreuse. De tels sabots ont la forme de cylindres dont la surface de base est un cercle et dont la surface latérale comporte une gorge dont la section droite est un demi-cercle de diamètre égal au diamètre extérieur du tuyau à cintrer. On applique le tuyau contre le sabot au niveau de la gorge de la surface latérale et l'on tourne le tuyau d'un angle, supérieur à β, égal à (β+α) car on sait qu'après relaxation il va subir une déformation élastique tendant à diminuer le cintrage. Dans la suite du texte le cintrage permanent que l'on souhaite obtenir sera dénoté β et le surcintrage, c'est-à-dire l'angle supplémentaire dont il faut tourner le tuyau autour du sabot pour obtenir le cintrage permanent β sera dénoté α. A toutes fins utiles il est rappelé que le cintrage d'un tuyau est l'angle formé par les fibres neutres de deux parties droites consécutives d'un tuyau, la fibre neutre étant elle-même le lieu géométrique des centres des sections droites du tuyau. Le rayon de cintrage est le rayon de l'arc de circonférence de la fibre neutre comprise entre deux parties droites consécutives. La courbe décrite par la fibre neutre entre deux parties droites peut ne pas être une circonférence, dans ce cas le rayon moyen R de cintrage sera défini par le rapport S/β dans lequel S est la longueur de la courbe comprise entre deux parties droites, et β le cintrage. Lorsque l'on cintre un tuyau sur un sabot circulaire de rayon R, on l'enroule comme expliqué plus haut d'un angle supérieur à l'angle β, l'angle d'enroulement étant alors β+α. De la sorte le rayon de courbure après la déformation élastique est plus grand il devient :
Il en résulte que si l'on veut cintrer une tuyauterie avec précision d'un angle β, le rayon de courbure étant R, il faut utiliser un sabot de cintrage plus petit que R. Il se trouve que le surcintrage β est lui-même une fonction croissante de l'angle β de telle sorte que plus on veut cintrer d'un angle important, plus, pour conserver le même rayon de courbure, le rayon du sabot à utiliser doit être petit. Ce phénomène étant connu on utilise jusqu'à présent pour chaque rayon de cintrage des jeux de sabots et par exemple on peut, pour obtenir un rayon R donné pour des cintrages compris entre 0 et 30°, utiliser un sabot circulaire de rayon R1 tel que R1 < R, puis pour cintrer entre 30° et 60° un sabot de rayon R2 , R2 < R1 et ainsi de suite jusqu'à obtenir la gamme complète des cintrages que l'on souhaite réaliser. Les rayons R1, R2 des sabots que l'on utilise pour les différentes sous-gammes sont déterminés par expérimentation sur des échantillons représentatifs des tuyaux que l'on veut cintrer.
[0003] Cet état de la technique présente deux inconvénients : d'une part, il impose de changer le sabot chaque fois que l'on passe d'une gamme de cintrage à une autre, d'autre part il laisse subsister une erreur sur le rayon de courbure et/ou sur le cintrage du fait que les changements de rayon de sabot (R1, R2...) sont discontinus. Cette erreur peut être importante et inacceptable dans le cas de tuyauteries destinées à être logées en grand nombre dans des emplacements exigus comme des coques de sous-marins. Une part de l'erreur provient de l'outil de cintrage, le sabot circulaire, dont le rayon ne varie que par sauts, une autre part provient de la méconnaissance que l'on a, des surcintrages α à appliquer.
[0004] L'invention a pour but de remédier aux inconvénients précités d'une part par un sabot de cintrage dont le rayon moyen de cintrage est variable en continu et, d'autre part, par un procédé d'utilisation du dit sabot permettant de réaliser des cintrages pour lesquels les surcintrages nécessaires sont mieux appréciés.
[0005] A cette fin l'invention a pour objet un sabot de cintrage de tuyaux, en forme de cylindre à partir de la surface latérale duquel est creusée une gorge dont la section droite est un demi-cercle de diamètre égal au diamètre du tuyau à cintrer, caractérisé en ce que la base du cylindre est délimitée, d'une part, par une portion de spirale logarithmique définie en coordonnées polaires par l'équation P = P₀ e-kϑ (1), portion délimitée par les points ϑ = 0 et ϑ = 2 π, et dans laquelle P₀ et k sont des constantes positives et, d'autre part, par un segment de droite joignant les points de la spirale pour lesquels ϑ = 0 et ϑ = 2 π.
[0006] La courbe d'équation (1) est une spirale logarithmique. Cette courbe a pour propriété que le rayon de courbure va en diminuant régulièrement de façon continue de la valeur
lorsque ϑ = 0 à la valeur
lorsque ϑ = 2π. Un sabot ayant ce pourtour offre donc la possibilité d'obtenir des rayons de courbure moyens pour le cintrage des tuyaux, variables de façon continue entre deux limites comprises dans l'intervalle entre R1 et R2.
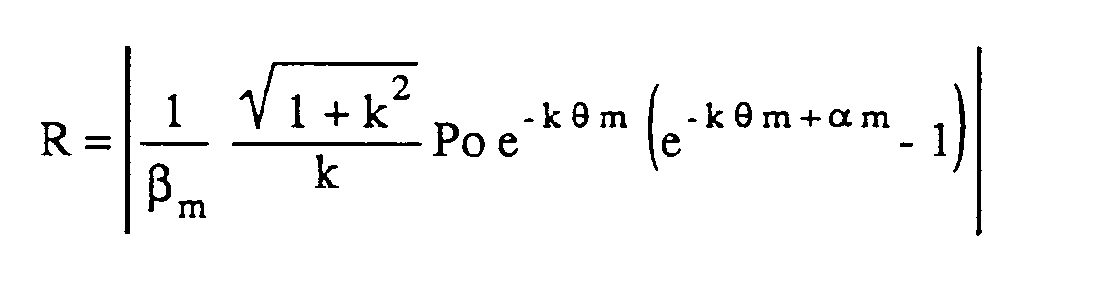
[0007] Si les limites R1 et R2 sont bien choisies il sera toujours possible de trouver sur la spirale une portion comprise entre deux rayons vecteurs formant entre eux l'angle β + α et telle que le rayon de courbure moyen de cette portion soit égale à
de telle sorte qu'après relaxation d'un angle α le rayon de courbure soit justement égal à R.
[0008] D'autres caractéristiques et avantages de l'invention ressortiront de la description suivante faite en référence aux dessins annexés dans lesquels :
- les figures 1 et 2 représentent l'état de la technique tel qu'il vient d'être décrit.
- la figure 3 représente une spirale logarithmique et est destinée à illustrer le principe, les avantages de l'invention et le mode de détermination des dimensions du sabot en fonction des caractéristiques des tuyaux à cintrer,
- la figure 4 est une vue de dessus d'un exemple particulier de sabot réalisé selon l'invention,
- la figure 5 est une vue latérale du même exemple particulier.
[0009] Sur la figure 1 on voit un sabot circulaire 1 sur lequel au moyen d'un mors 2 on applique le tuyau 3. Ce dernier est enroulé au moyen du mors 2 d'un angle (β+α) 4 égal à l'angle 5 que font entre eux les segments de fibres neutres 6 situés de part et d'autre du cintre.
[0010] La figure 1 illustre la première phase d'un formage de tuyauterie, la seconde phase va consister à avancer le tuyau d'une longueur ΔL, éventuellement à le tourner sur lui-même, pour réaliser un trévirage puis à réaliser le cintrage suivant avec changement éventuel du sabot si l'angle de cintrage souhaité pour le cintre suivant nécessite un sabot de rayon différent.
[0011] La figure 2 illustre la nouvelle position du tuyau en fin de phase 2 on y voit essentiellement le tuyau 3 et sa fibre neutre 6 comportant deux segments de part et d'autre du cintre, du fait de la déformation élastique ces deux segments font entre eux un angle 7 en principe égal à β si le surcintrage a a été bien choisi.
[0014] Le centre des coordonnées polaires est figuré par le point 0.
P₀ est égal à OB
P₁ est égal à OA
[0016] Le pourtour du sabot sera entièrement déterminé lorsque P₀ et k auront été fixés. Il va être examiné ci-après la façon de procéder :
- tout d'abord on détermine sur une gamme d'échantillons représentative des tuyaux de
diamètre D à cintrer sur le sabot, les surcintrages α correspondant aux cintrages
β souhaités. Pour des rayons de courbure compris entre 2,5D et 3D (cas le plus courant).
On peut retenir que le surcintrage peut être déterminé par l'équation linéaire :
où a et b sont des constantes. Par exemple pour un tuyau de diamètre 30 mm, "a" peut être compris entre 1 et 6° et "b" peut varier entre 0,02 et 0,05. Il est utile de noter pour la suite de l'exposé que a et b sont des valeurs moyennes pour une même catégorie de tuyaux réalisés dans la même matière. Ces valeurs sont comprises entre deux valeurs butées a1, a2 et b1, b2. Ces valeurs butées peuvent être assez éloignées l'une de l'autre et l'on ne connaît pas a priori la valeur à retenir pour effectuer un cintrage particulier.
Ces valeurs sont différentes le long d'un même tuyau ceci en raison du manque d'homogénéité de la matière et surtout en raison de l'ovalisation variable du tuyau. Le fait que le sabot permet une variation en continu du rayon de courbure et donc une meilleure précision au niveau du rayon de courbure rend possible et avantageux un procédé de cintrage qui sera décrit plus loin où l'on tient compte des résultats obtenus sur les cintrages précédents pour effectuer le cintrage suivant.
Les plages a1, a2 - b1, b2 et les valeurs moyennes a et b étant connues P₀ et k sont déterminés par le calcul de la façon suivante : - soit R le rayon de courbure que l'on souhaite obtenir. On sait que :
Dans cette équation S est la longueur de l'arc de spirale MoM1 (fig. 3) compris entre les rayons vecteurs déterminés par les angles ϑ₀ et (ϑ₀ + β + α).
La longueur de MoM1 est pour un angle β donné une fonction de Po, k, et également de ϑo qui détermine le point de la spirale à partir duquel on commence à cintrer. Lorsque Po et k sont fixés, c'est-à-dire lorsqu'on utilise un sabot déterminé la longueur de MoM1 n'est plus qu'une fonction de ϑ₀. Il convient donc de s'assurer lors de la fixation de P₀ et k que l'équation (2) aura toujours une solution en ϑ₀ telle que le point Mo correspondant soit bien sur un point de la courbe 8 c'est-à-dire qu'il faut une solution 0 < ϑ₀ < 2π.
Cette simple condition ne suffit pas il faut encore qu'à partir du point Mo défini par l'angle ϑ₀, il soit possible de cintrer d'un angle ( β + α ) tout en restant le long de la courbe (8). Cette condition sera toujours réalisée pour les grands angles de cintrage pour lesquels on a toujours intérêt à choisir des angles de début de cintrage faible, c'est-à-dire voisin de ϑ = 0.
Par contre, pour les angles de cintrage faible il faudra que ϑ₀ réponde à la condition : ϑ₀ < 2π - ( βm + αm + γ ) dans laquelle γ est définit par le fait que l'angle 2π - γ correspond au point M6 de la courbe 8, point pour lequel la tangente à la courbe 8 passe par le point B. (Pour les commodités du dessin ce point a été représenté sur la figure 4). L'introduction de l'angle γ est nécessaire pour ne pas être gêné par le décrochement de la courbe 8 au voisinage de ϑ = 0.
[0017] On procède donc de la façon suivante : on connaît le cintrage minimum βm que l'on veut réaliser, à ce cintrage correspond un surcintrage αm et un angle de début de cintrage ϑm. Les points de la spirale 8 correspondant à ϑm et (ϑm+βm+αm) sont représentés par M2 et M3. On connaît également le cintrage maximum que l'on veut réaliser soit βM auquel correspond un surcintrage αM et un angle de début de cintrage ϑM. Les points de la spirale 8 correspondant aux angles ϑM et (ϑM + αM + βM) sont représentés par M4 et M5. Pour les deux valeurs de β, l'équation (2) ci-dessus devient en calculant M2M3 et M4M5 selon des méthodes classiques,
[0018] La division de ces 2 équations membre à membre conduit à une équation (6) où ne figure plus que k soit :
[0019] Le coefficient k est petit car la spirale nécessaire compte tenu des valeurs usuelles du surcintrage est proche d'un cercle. Dans ces conditions on peut utiliser le premier degré du développement limité de l'expression ex soit ex ≈ 1 + x.
[0021] ϑM est l'angle de début de cintrage pour le cintrage maximum βM. Pour les grands angles ΔR est petit, on est donc proche des grands rayons vecteurs de la spirale, donc proche des angles voisin de O, ϑM devra être petit, le seul critère à prendre en compte est de ne pas être gêné par le décrochement de la courbe 8 pour ϑ = O.
[0022] ϑm est l'angle de début de cintrage pour le cintrage minimum, donc correspondant à des rayons de courbure du sabot petit. ϑm devra donc être le plus grand possible mais néanmoins inférieur à ( 2π - ( βm + αm + γ )) de telle sorte qu'il soit encore possible de cintrer de l'angle ( βm + αm ) sans être gêné par le décrochement de la courbe 8 au voisinage de ϑ = O
[0025] La valeur de P₀ s'obtient par report de la valeur de k dans l'une des équations (4) ou (5)
on trouve
P₀ = 0,97 R et
P₁ = 0,82 P₀
[0026] On voit que P₀ est peu différent de R, on peut donc aussi se fixer P₀ = R et déterminer k en se fixant la valeur minimum de l'angle de cintrage que l'on réalisera sur le sabot en remplaçant P₀ par R dans l'équation (4) ci-dessus.
[0027] La réalisation particulière représentée en vue de dessus figure 4 et en vue latérale figure 5 a été effectuée selon ce dernier mode.
[0028] Il s'agit d'un sabot destiné à cintrer des tuyaux de diamètre D = 30 mm avec un rayon de cintrage R = 2,9 D soit 87 mm. C'est donc la valeur choisie pour P₀ de la spirale 8.Ce sabot permet de cintrer des tuyaux pour lesquels a est compris entre 1° et 2°, b étant variable de 0,01 à 0,05. Le coefficient k étant dans ce cas égal à 0,008. La gorge 9 creusée à partir de la surface latérale a également une forme de spirale.
[0029] L'alésage 10 est destiné de façon classique à l'adaptation sur une cintreuse. Les faces opposées 11 et 12 comportent des graduations angulaires non représentées.
[0030] Les valeurs en cm du rayon vecteur de la spirale 8 sont indiquées ci-après pour des valeurs de ϑ de 0 à 350° par pas de 10°. Les valeurs du rayon vecteur correspondant au fond de gorge se déduisent des premières par soustraction de 1,5 cm.
[0032] Ayant déterminé par échantillonnage les coefficients a et b relatifs aux tuyaux à cintrer ainsi que leurs plages de variation a1 a2, b1 b2 on réalise un tableau donnant pour chaque valeur de B
- l'angle α₁ + β₁
- l'angle de début de cintrage ϑ₁
- l'angle de fin de cintrage ϑ₁ + α₁ + β₁
- les plages de variation de chacun de ces trois angles.
[0033] Le sabot étant gradué dans la même unité que le tableau, on enroule le tuyau sur le sabot à partir de l'angle ϑ₁ , jusqu'à l'angle ϑ₁ + β₁ + α₁ . De la sorte la fibre neutre du tuyau a bien tourné de l'angle β₁ + α₁ , puisque la spirale a pour propriété que la tangente en un point de la spirale fait avec le rayon vecteur correspondant un angle constant.
1. Sabot de cintrage de tuyaux, en forme de cylindre à partir de la surface latérale
duquel est creusée une gorge dont la section droite est un demi-cercle de diamètre
égal au diamètre du tuyau à cintrer, caractérisé en ce que la base du cylindre est
délimitée, d'une part par une portion de spirale logarithmique définie en coordonnées
polaires par l'équation de formule (1) P = Poe-kϑ, portion délimitée par les points
ϑ = 0 et ϑ = 2π, et dans laquelle Po et k sont des constantes positives et, d'autre
part, par un segment de droite joignant les points de la spirale pour lesquels ϑ =
0 et ϑ = 2π.
2. Sabot selon la revendication 1 caractérisé en ce que la valeur du coefficient k est
déterminée en fonction des angles minimum βm et maximum βM que l'on souhaite obtenir, des angles correspondants de surcintrage αm et αM et de début de cintrage ϑm et ϑM par la formule :
3. Sabot selon la revendication 2 caractérisé en ce que la valeur de Po est déterminée
par l'équation 4

dans laquelle R représente le rayon de courbure souhaité.
dans laquelle R représente le rayon de courbure souhaité.
4. Sabot selon la revendication 1 caractérisé en ce que le module P₀ est égal au rayon
de courbure R que l'on souhaite obtenir.
5. Sabot selon la revendication 4 caractérisé en ce que le coefficient k est déterminé
par la formule

6. Procédé de cintrage utilisant le dispositif selon la revendication 1 caractérisé en
ce que on utilise les erreurs constatées sur les cintrages précédents pour corriger
le cintrage suivant par extrapolation linéaire de ces erreurs.
1. Zylinderförmiger Rohrbiegeschuh, dessen Seitenfläche einen Hals aufweist, mit einem
aus einem Halbkreis bestehenden Querschnitt mit einem Durchmesser, der demjenigen
des zu biegenden Rohres entspricht, dadurch gekennzeichnet, daß die Zylinderbasis
einerseits von einem logarithmischen Spiralabschnitt, der von der Gleichung P = Po
e-kϑ (1) in Polarkoordinaten definiert ist, sowie von den Punkten ϑ = 0 und ϑ = 2 π begrenzt
wird, und bei der Po und k positive Konstanten sind, und andererseits durch ein Geradensegment,
das die Punkte der Spirale verbindet, für die ϑ = 0 und ϑ = 2 π.
2. Biegeschuh nach Anspruch 1, dadurch gekennzeichnet, daß der Wert des Koeffizienten
k entsprechend dem Mindestwinkel βm und dem Höchstwinkel βM, die man erreichen möchte,
den jeweiligen Überbiegungswinkeln am und aM und den Biegebeginnwinkeln ϑm und ϑM
bestimmt wird, und zwar mittels der Formel:
3. Biegeschuh nach Anspruch 2, dadurch gekennzeichnet, daß der Wert von Po von der Gleichung
4:

bestimmt wird, in der R den gewünschten Krümmungsradius darstellt.
bestimmt wird, in der R den gewünschten Krümmungsradius darstellt.
4. Biegeschuh nach Anspruch 1, dadurch gekennzeichnet, daß das Modul Po dem Krümmungsradius
R entspricht, den man erreichen möchte.
5. Biegeschuh nach Anspruch 4, dadurch gekennzeichnet, daß der Koeffizient k von der
Formel

bestimmt wird.
bestimmt wird.
6. Biegeverfahren, das die Vorrichtung nach Anspruch 1 verwendet, dadurch gekennzeichnet,
daß man die bei den vorherigen Biegungen festgestellten Abweichungen verwendet, um
die nächste Biegung durch linearer Extrapolation dieser Abweichungen zu korrigieren.
1. Pipe bending die, in the shape of a cylinder from whose lateral surface is gouged
a groove whose cross section is a semi circle of diameter equal to the diameter of
the pipe to be bent, characterized in that the base of the cylinder is bounded, on
one side by a portion of logarithmic spiral defined in polar coordinates by the equation
of form (1) P = Poe - kϑ, portion bounded by the points ϑ = 0 and ϑ = 2π, and in which
Po and k are positive constants and, on the other hand by a segment of straight line
joining the points of the spiral for which ϑ = 0 and ϑ = 2π.
2. Bending die according to claim 1 characterized in that the value of the coefficient
k is determined as a function of the desired minimum angle βm and maximum angle βM,
of the corresponding extra bending angles αm and αM and initial bending angles ϑm
and ϑM by the formulae:
3. Bending die according to claim 2 characterized in that the value for Po is determined
by the equation 4
in which R represents the desired bending radius.
in which R represents the desired bending radius.
4. Bending die according to claim 1 characterized in that the modulus Po is equal to
the desired bending radius R.
5. Bending die according to claim 4 characterized in that the coefficient k is determined
by the formula

6. Bending procedure using the device according to claim 1 characterized in that the
errors recorded on preceding bending operations are used to correct subsequent bending
by linear extrapolation of the errors.