(57)
- 1. Zur Herstellung von Beuteln aus einer doppellagigen Kunststoffolienbahn sind Verfahren
bekannt,bei dem die doppellagige Bahn taktweise in eine Schweißstation (5) vorgeschoben
wird,in der Schweißstation (5) die Bahn mittels zumindest zweier mit Abstand voneinander
quer zur Bahn angeordneter und synchron auf- und niederbewegbarer Trennschweißelemente
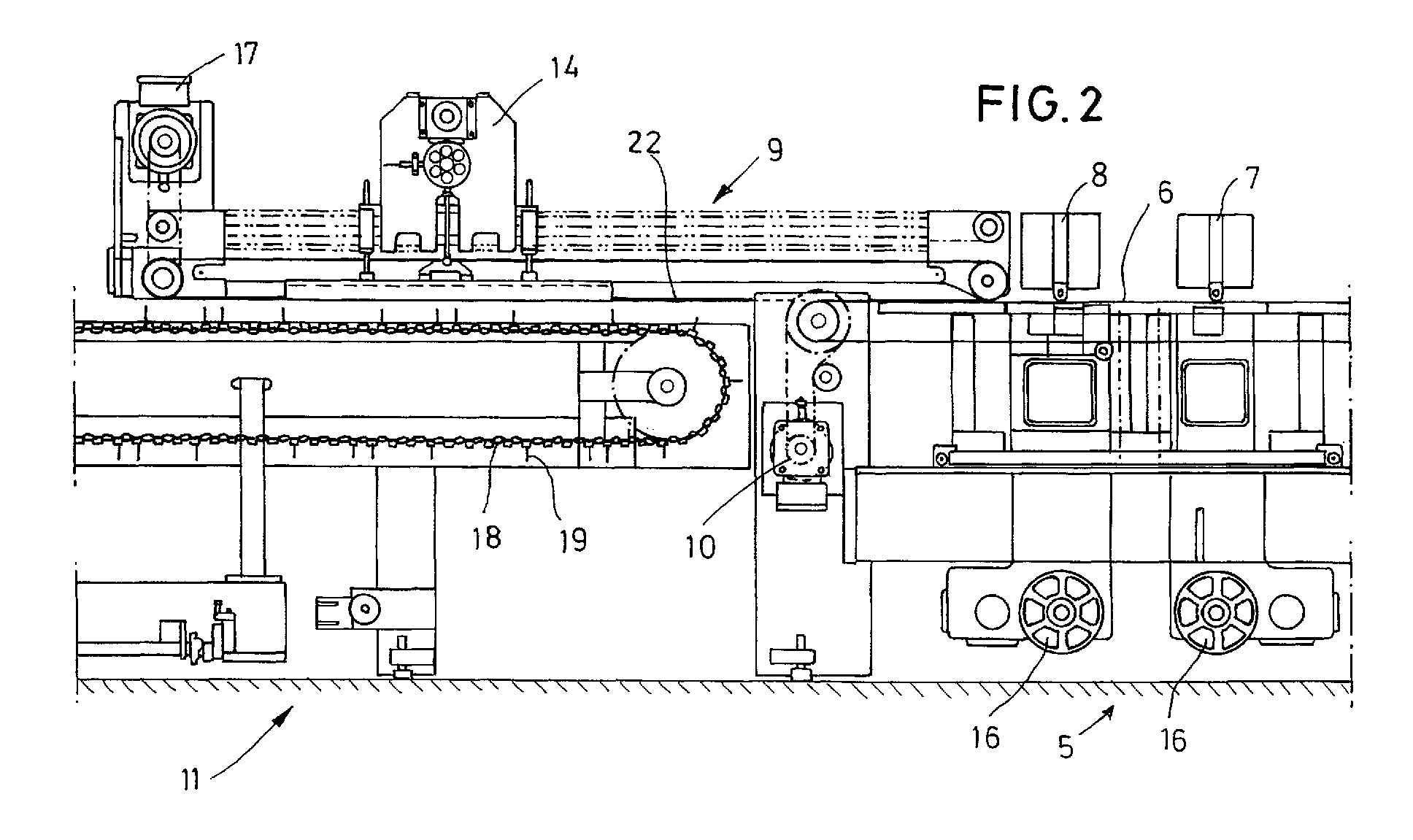
(7, 8) in einzelne Beutel aufgeteilt wird, wobei die Bahn und die Beutel auf einem
taktweise vorwärtsbewegten Saugband (6) liegen,danach die Beutel von einem oberen
Saugbandförderer (9) übernommen undanschließend einer Sammeleinrichtung (11) übergeben
werden. Nach der Erfindungliegen die Bahn und die Beutel in der Schweißstation (5)
auf einem Saugband (6), das sich in der Länge ohne Unterbrechung zumindest über den
Bereich aller Trennschweißelemente (7, 8) erstreckt,die Beutel werden von Trennschweißelementen
(7, 8) abgetrennt, die rechtwinklig zur Bahn angeordnet sind,die Bahn wird in die
Schweißstation (5) mit einem Taktschritt vorgeschoben, dessen Schrittlänge dem Produkt
Anzahl der Trennschweißelemente x Beutelbreite entspricht, undder nachfolgende, die
Beutel übernehmende obere Saugbandförderer (9) wird synchron mit der Taktfrequenz
des Vorschubs in die Schweißstation (5) vorwärtsbewegt.
|
|
