| (19) |
 |
|
(11) |
EP 0 069 804 B1 |
| (12) |
EUROPÄISCHE PATENTSCHRIFT |
| (45) |
Hinweis auf die Patenterteilung: |
|
11.09.1985 Patentblatt 1985/37 |
| (22) |
Anmeldetag: 30.10.1981 |
|
|
| (54) |
Verfahren zum Herstellen einer elektrischen Verbindung zwischen einer Presshülse und
einem Leiter
Method of making an electrical connection between crimping sleeve and a conductor
Procédé de réalisation d'une connexion électrique entre une cosse et un conducteur
|
| (84) |
Benannte Vertragsstaaten: |
|
AT BE CH FR GB IT LI LU NL SE |
| (30) |
Priorität: |
10.07.1981 DE 3127283
|
| (43) |
Veröffentlichungstag der Anmeldung: |
|
19.01.1983 Patentblatt 1983/03 |
| (71) |
Anmelder: Karl Pfisterer Elektrotechnische
Spezialartikel GmbH & Co. KG |
|
D-7000 Stuttgart 60 (DE) |
|
| (72) |
Erfinder: |
|
- Sander, Dieter
D-7000 Stuttgart-75 (DE)
- Büchele, Norbert
D-7056 Weinstadt (DE)
- Kübler, Karl
D-7141 Freiberg (DE)
|
| (74) |
Vertreter: Patentanwälte
Bartels und Partner |
|
Lange Strasse 51
70174 Stuttgart
70174 Stuttgart (DE) |
| (56) |
Entgegenhaltungen: :
|
| |
|
|
|
|
| |
|
| Anmerkung: Innerhalb von neun Monaten nach der Bekanntmachung des Hinweises auf die
Erteilung des europäischen Patents kann jedermann beim Europäischen Patentamt gegen
das erteilte europäischen Patent Einspruch einlegen. Der Einspruch ist schriftlich
einzureichen und zu begründen. Er gilt erst als eingelegt, wenn die Einspruchsgebühr
entrichtet worden ist. (Art. 99(1) Europäisches Patentübereinkommen). |
[0001] Die Erfindung betrifft ein Verfahren zum Herstellen einer elektrischen Verbindung
zwischen einer Preßhülse und einem Leiter in Form eines Seiles, bei dem die Preßhülse
durch eine mittels eines Werkzeuges auf ihre Außenmantelfläche ausgeübte Preßkraft
in unterschiedlichen Bereichen ihres Umfangs in unterschiedlichem Ausmaße in radialer
Richtung unter Änderung ihrer Konturform bleibend verformt und das Seil unter Änderung
seiner Konturform auf seinem Umfang in unterschiedlichem Maße in radialer Richtung
zusammengepreßt wird.
[0002] Es ist bekannt (US-A-2 109 837), eine vor dem Verpressen kreiszylindrische Preßhülse
einseitig bleibend zu deformieren mittels einer in Hülsenlängsrichtung verlaufenden
Rippe eines Preßwerkzeuges, das in die Preßhülse eine rinnenförmige, bleibende Vertiefung
eindrückt und dadurch dem in der Preßhülse liegenden Leiterseil eine halbmondartige
Querschnittsform gibt. Nachteilig ist hierbei in erster Linie, daß eine solche Verpressung
nur bei relativ dünnwandigen Preßhülsen möglich ist, daß bei größeren Querschnitten
die erreichbare Kontaktqualität und Querleitfähigkeit des Seiles ungenügend ist und
daß das Verpressen ein spezielles Preßwerkzeug erfordert.
[0003] Der Erfindung liegt die Aufgabe zugrunde, ein Verfahren zum Herstellen einer elektrischen
Verbindung zwischen einer Preßhülse und einem Leiter in Form eines Seiles zu schaffen,
das nicht nur für dünnwandige, sondern auch für dickwandige Preßhülsen sowie solche
verwendbar ist, die nicht mit örtlich sehr tiefen Verformungen versehen werden können,
das aber dennoch eine hohe Kontaktqualität und Querleitfähigkeit erreichen läßt und
mit einem möglichst einfachen Preßwerkzeug durchgeführt werden kann.
[0004] Diese Aufgabe löst ein Verfahren mit den Merkmalen des Anspruches 1.
[0005] Dadurch, daß man von einer polygonen Außenform der Preßhülse ausgeht und während
des Verpressens diese Außenform in eine kreiszylindrische Form umwandelt, erfährt
das in der Preßhülse liegende Seil in denjenigen Bereichen, auf die die Ecken des
Polygons ausgerichtet sind, eine stärkere radiale Verpressung als in den zwischenliegenden
Bereichen, was nicht nur einen sehr guten Kontakt zwischen der Preßhülse und dem Seil
ergibt, sondern auch zu einer optimalen Querleitfähigkeit des Seils führt. Daher ist
das erfindungsgemäße Verfahren auch besonders für Preßhülsen aus Aluminium oder einer
Aluminiumlegierung geeignet, die mit einem Seil aus Aluminiumdrähten verbunden werden
sollen. Die Durchführung des Verfahrens ist einfach, weil die Preßhülse nur in den
kreiszylindrischen Preßkanal eines Preßwerkzeuges eingelegt und dann durch Schließen
des Preßwerkzeuges in die Form des Preßkanals gebracht zu werden braucht. Die Winkellage
der Preßhülse im Preßkanal spielt dabei keine Rolle, was das Ansetzen und Handhaben
des Preßwerkzeuges in vielen Fällen wesentlich erleichtert.
[0006] Da die erforderlichen Unterschiede der radialen Verpressung des Seiles mit zunehmender
Ekkenzahl des Polygons der Preßhülse kleiner werden, wird zweckmäßigerweise von einem
regelmäßigen Polygon mit maximal acht Ecken, vorzugsweise drei bis sechs Ecken, ausgegangen.
[0007] Im Hinblick auf die erreichbare Kontaktqualität ist es vorteilhaft, für die Preßhülse
ein Material zu wählen, das wesentlich härter ist als das Material, aus dem die Drähte
des Seiles bestehen.
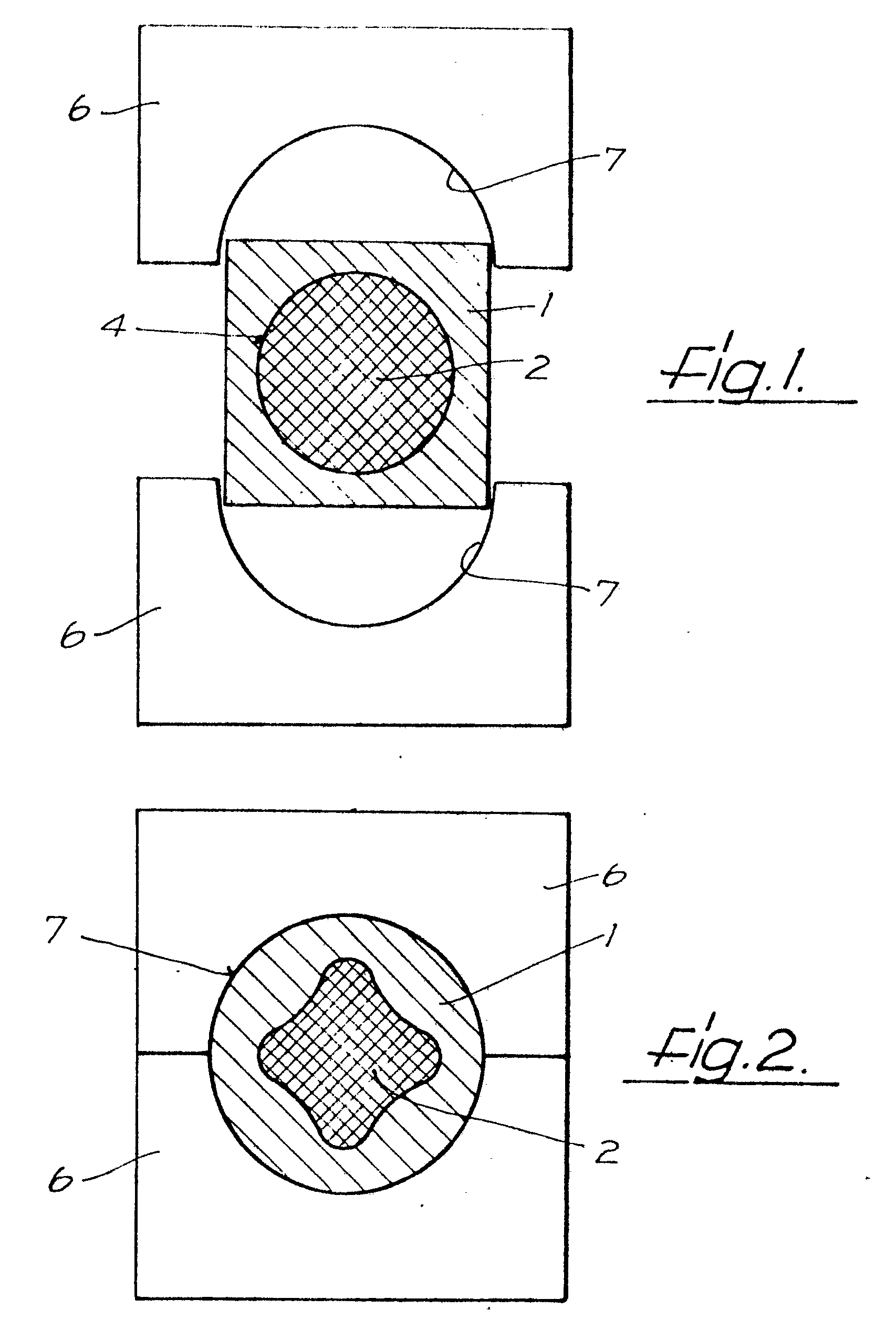
[0008] Im folgenden ist die Erfindung anhand eines in der Zeichnung dargestellten Ausführungsbeispiels
im einzelnen erläutert. Es zeigt
Fig. 1 einen Querschnitt durch eine Preßhülse mit eingelegtem Leiterseil vor dem Verpressen
sowie eine schematisch dargestellte Ansicht der für das Verpressen vorgesehenen Backen
einer Presse,
Fig. 2 einen Querschnitt der Hülse und des eingelegten Leiterseils nach dem Verpressen
sowie eine schematisch dargestellte Ansicht der Bakken der Presse,
Fig. 3 einen unvollständig dargestellten Längsschnitt durch die Preßhülse und ein
Kabel.
[0009] Eine Preßhülse 1, die im Ausführungsbeispiel einen Verbinder bildet, also eine Klemme,
mittels deren zwei gegeneinander weisende und gleichachsig angeordnete Leiterenden
miteinander verbunden werden können, die aber auch beispielsweise mit ihrem einen
Ende an einen anderen Klemmenkörper, beispielsweise den Flansch einer Batterieklemme,
angeformt sein könnte, besteht aus einem verpreßbaren Material, bei dem es sich im
Ausführungsbeispiel um eine Aluminiumlegierung handelt. Die Härte dieser Aluminiumlegierung
ist wesentlich größer als die Härte des Aluminiums, aus dem die Drähte eines als Seil
ausgebildeten Leiters 2 eines isolierten Kabels 3 bestehen. Der zentrale, durchgehende
Längskanal 4 der Preßhülse 1 ist in seinem Mittelabschnitt an den Außendurchmesser
des Leiters 2 angepaßt, während in den beiden Endabschnitten der Innendurchmesser
des Längskanals 4 auf den Außendurchmesser des Kabels 3 vergrößert ist, damit das
Ende der Isolation 5 des Kabels 3 in die Preßhülse 1 eingeführt werden kann. Selbstverständlich
ist die Preßhülse 1 auch zur Herstellung einer Verbindung mit einem nichtisolierten
Leiterseil verwendbar.
[0010] Im unverpreßten Zustand ist die Querschnittsform der Preßhülse 1 außen durch ein
Polygon, im vorliegenden Beispiel ein Quadrat, begrenzt, zu dem konzentrisch der Längskanal
4 iiegt. Beim Verpressen der Preßhülse 1 soll diese Polygonform im Bereich der Preßstelle
oder -stellen in eine Kreisform übergeführt werden, damit, wie Fig. 2 zeigt, der Leiter
2 in sich in Umfangsrichtung wiederholenden Abschnitten in radialer Richtung unterschiedlich
stark verpreßt wird. An die Außenmantelfläche der Preßhülse 1 werden deshalb Backen
6 einer Presse angelegt, die einen kreiszylindrischen Preßkanal 7 bilden. Der Durchmesser
dieses Preßkanals ist gleich oder geringfügig größer als die Seitenlänge des die Kontur
der Preßhülse 1 im unverpreßten Zustand bildenden Quadrates.
[0011] Werden nun die Backen 6 gegeneinander gedrückt, dann wird das Material der Preßhülse
1 in denjenigen vier Bereichen, in denen die Längskanten der unverpreßten Preßhülse
waren, weiter gegen das Zentrum des Längskanals 4 gedrückt als in den vier dazwischenliegenden
Bereichen. Dies hat, wie Fig. 2 zeigt, zur Folge, daß die Innenkontur der Preßhülse
1 und die dieser entsprechende Außenkontur des Leiters 2 zwischen vier um je 90° versetzten
Bereichen mit maximalem Abstand vom Zentrum vier Bereiche aufweist, in denen dieser
Abstand zur Bereichsmitte hin abnimmt.
[0012] Da eine entsprechende Verpressung der Preßhülse auch in den Endabschnitten erfolgt,
in die hinein auch die Isolation 5 ragt, wird dort ein dichter Verschluß erzielt,
der es verhindert, daß äußere Störeinflüsse zu dem Kontakt zwischen de Preßhülse und
dem Leiter sowie den Kontakten zwischen den einzelnen Drähten des Leiters 2 gegangen
können. Der Kontakt zwischen der Preßhütse 1 und dem Leiter ist deshalb besonders
hoch elektrisch belastbar und von gleichbleibender Qualität über lange Zeiträume hinweg.
1. Verfahren zum Herstellen einer elektrischen Verbindung zwischen einer Preßhülse
und einem Leiter in Form eines Seils, bei dem die Preßhülse durch eine mittels eines
Werkzeuges auf ihre Außenmantelfläche ausgeübte Preßkraft in unterschiedlichen Bereichen
ihres Umfangs in unterschiedlichem Ausmaße in radialer Richtung unter Änderung ihrer
Konturform bleibend verformt und das Seil unter Änderung seiner Konturform auf seinem
Umfang in unterschiedlichem Maße in radialer Richtung zusammengepreßt werden, dadurch
gekennzeichnet, daß beim Verpressen der Preßhülse von einer Hülsenquerschnittsform
mit einem Polygon als äußerer und einem Kreis als innerer Begrenzung ausgegangen wird
und daß der Preßhülse durch das Verpressen eine Querschnittsform gegeben wird, die
außen zumindest annähernd durch einen Kreis und innen durch einen Linienzug begrenzt
ist, der wie die Kontur des verpreßten Seiles sich in Umfangsrichtung wiederholende
Abschnitte mit unterschiedlichem Abstand vom Zentrum aufweist.
2. Verfahren nach Anspruch 1, dadurch gekennzeichnet. daß von einem regelmäßigen Polygon
mit maximal acht Ecken, vorzugsweise drei bis sechs Ecken. ausgegangen wird.
3. Verfahren nach Anspruch 1 oder 2, dadurch gekennzeichnet, daß für die Pfeßhülse ein Material gewählt wird, das wesentlich härter ist als das Material, aus
dem die Drähte des Seiles bestehen.
4. Verfahren nach Anspruch 3, dadurch gekennzeichnet, daß bei einem aus Aluminiumdrähten
bestehenden Leiter Aluminium oder eine Aluminiumlegierung für die Preßhülse gewählt
wird.
1. Method of producing an electrical connection between a moulded sleeve and a conductor
in the form of a cable, wherein by means of pressure exerted by a tool onto its outer
face and in a radial direction to a differing extent In various sones of its periphery,
the moulded sleeve is lastingly deformed, undergoing a change of contour, the cable
being compressed in a radial direction in varyipg depress and altering its contours
over its periphery, characterised in that when the pressing process is applied to
the moulded sleeve, the premise adopted for a sleeve corss-section is that of a polygon
as the outer boundary and a circle as the inner boundary and in that the presssing
process imparts to the moulded sleeve a cross-sectional form which is outwardly at
least approximately defined by a circle and on the inside by a line which, like the
contours of the compressed cable, has in its peripheral direction repetitive portions
with a differing spacing from the centre.
2. A method according to claim 1, characterised in that the premise adopted is that
of a regular polygon with a maximum of eight corners and preferably three to six corners.
3. A method according to claim 1 or 2, characterised in that for the moulded sleeve
a material is chosen which is substantially harder than the material of which the
wires of the cable consist.
4. A method according to ctaim 3, characterised in that in the case of a conductor
which consists of aluminium wires, the material chosen for the moulded steeve is aluminium
or an aluminium alloy.
1. Procédé de réalisation d'une connexion électrique entre une cosse et un conducteur
sous forme d'un toron, dans lequel la cosse est déformée de facon permanente dans
une direction radiale, avec modification de sa forme de contour, au moyen d'une force
de compression exercée à l'aide d'un outil sur sa surface périphérique extérieure
dans des zones différentes de son pourtour et à des degrés différents, et le toron
est comprimé dans une direction radiale à des degrés différents avec modification
de sa forme de contour sur sa périphérie. caractérisé en ce que,'tors de la compression
de la douille, on part d'une forme de section de douille délimitée extérieurement
par un polygone et intérieurement par un cercle qt en ce que la douille est pourvue
par la compression d'une forme de section qui est délimitée extérieurement, au moins
approximativement, par un cercle et intérieurement par une courbe qui comporte, comme
le contour du toron, des parties se répétant dans une direction périphérique et présentant
un espace différent par rapport au centre.
2. Procédé selon la revendication 1, caractérisé en ce qu'on part d'un polygone régulier
comportant au maximum huit sommets, de préférence trois à six sommets.
3. Procédé selon la revendication 1 ou 2, caractérisé en ce qu'on choisit pour la
douille un matériau qui est sensiblement plus dur que le matériau dont sont constitués
les fils du toron.
4. Procédé selon la revendication 3, caractérisé en ce que, dans le cas d'un conducteur
formé de fils d'aluminium, on choisit pour la douille de l'aluminium ou un alliage
d'aluminium.