| (19) |
 |
|
(11) |
EP 0 333 663 B1 |
| (12) |
EUROPÄISCHE PATENTSCHRIFT |
| (45) |
Hinweis auf die Patenterteilung: |
|
29.04.1992 Patentblatt 1992/18 |
| (22) |
Anmeldetag: 13.03.1989 |
|
|
| (54) |
Einrichtung an einer Schweissmaschine zum Zuführen von an Werkstücke anzuschweissenden
Drähten, insbesondere Querdrahtzuführeinrichtung an einer Gitterschweissmaschine und
Verfahren zum Zuführen von an ein Werkstück anzuschweissenden Drähten
Device on a welding machine for feeding wires to be welded to work pieces, in particular
a cross-wire feeding device on a wire mesh welding machine, and method of feeding
wires to be welded to a work piece
Dispositif sur une machine de soudage pour l'alimentation de fils à souder à des pièces,
notamment un dispositif d'alimentation de fils transversaux sur une machine de soudage
de treillis et procédé d'alimentation de fils à souder à une pièce
|
| (84) |
Benannte Vertragsstaaten: |
|
AT CH DE ES FR GB IT LI |
| (30) |
Priorität: |
18.03.1988 CH 1054/88
|
| (43) |
Veröffentlichungstag der Anmeldung: |
|
20.09.1989 Patentblatt 1989/38 |
| (73) |
Patentinhaber: H.A. SCHLATTER AG |
|
CH-8952 Schlieren
Zürich (CH) |
|
| (72) |
Erfinder: |
|
- Denzler, Emil
CH-8116 Würenlos (CH)
- Rudin, Paul
CH-8957 Spreitenbach (CH)
|
| (74) |
Vertreter: Keller, René, Dr. et al |
|
Keller & Partner
Patentanwälte AG
Marktgasse 31
Postfach
3000 Bern 7
3000 Bern 7 (CH) |
| (56) |
Entgegenhaltungen: :
EP-A- 0 037 392
|
DE-C- 204 606
|
|
| |
|
|
|
|
| |
|
| Anmerkung: Innerhalb von neun Monaten nach der Bekanntmachung des Hinweises auf die
Erteilung des europäischen Patents kann jedermann beim Europäischen Patentamt gegen
das erteilte europäischen Patent Einspruch einlegen. Der Einspruch ist schriftlich
einzureichen und zu begründen. Er gilt erst als eingelegt, wenn die Einspruchsgebühr
entrichtet worden ist. (Art. 99(1) Europäisches Patentübereinkommen). |
[0001] Die Erfindung bezieht sich auf eine Einrichtung an einer Schweissmaschine zum Zuführen
von an Werkstücke anzuschweissenden Drähten und auf ein Verfahren zum Zu führen von
an ein Werkstück anzuschweissenden Drähten gemäß oberbegriff der Patentansprüche 1
und 14. Die Schweissmaschine kann insbesondere eine Gitterschweissmaschine sein, in
der die von der Einrichtung den Schweissstellen an den Längsdrähten des herzustellenden
Gitters zugeführten Drähte als Querdrähte angeschweisst werden. Die Erfindung ist
jedoch unabhängig von der Art der Werkstücke und der diesen angepassten Schweissmaschine.
Das Werkstück kann beispielsweise auch eine Kühl- oder Heizschlange sein, deren Windungen
durch angeschweisste Drähte aneinander abgestützt werden sollen, wobei durch die Drähte
die Oberfläche des Wärmetauschers erhöht wird.
[0002] Aus der DE-C-204 606 ist eine Querdrahtzuführeinrichtung an einer Gitterschweissmaschine
bekannt. Sie weist becherförmige Drahtaufnehmer zur Aufnahme des zuzuführenden Querdrahts
auf. Die Drahtaufnehmer haben einen, dem Draht angepassten zylindrischen Hohlraum,
der in Richtung der Schweisselektroden jeweils einen backenförmigen Teil zur Preisgabe
des eingeführten Drahts aufweist. Die Greifer sind mittels Welle und Daumenscheiben
zwischen dem Querdrahtaufnehmer und der Schweissposition bewegbar. Die Bewegung, die
der Greifer zwischen den beiden Endpositionen durchführt, ist dabei so, dass während
der Förderung eines Querdrahts ein neuer Draht in den Drahtaufnehmer eingeführt werden
kann. Die Bahn, auf der die Greifer den Querdraht führen, ist nicht linear. Zum Aufgreifen
des Querdrahts haben die Greifer jeweils einen festen und einen federnden Finger.
Der feste Finger ist am Ende gabelförmig ausgebildet. Der federnde Finger ist länger
als der gabelförmige Finger und hält den Querdraht während des Transports in der genannten
Gabel fest. Die bekannte Einrichtung arbeitet gemäss folgendem Verfahren: Zunächst
wird der Querdraht in die becherförmigen Drahtaufnehmer eingeschoben und abgeschnitten.
Danach wird der geschnittene Querdraht von den Greifern gepackt und direkt in die
Schweissposition gefahren. Die Transportbahn ist dabei so ausgebildet, dass gleichzeitig
mit der Förderung des Querdrahts an die Längsdrähte die Einführung eines neuen Querdrahts
in die Aufnehmer erfolgen kann.
[0003] Durch die Erfindung, wie sie in den Patentansprüchen gekennzeichnet ist, wird die
Aufgabe gelöst, eine Einrichtung der eingangs genannten Gattung zu schaffen, welche
die Drähte schnell, zuverlässig und genau den Schweissstellen am Werkstück in der
Maschine zuführt, wobei im Falle einer Störung auf dem Zuführweg ein Blockieren der
Einrichtung und dessen Folgeschäden vermieden werden.
[0004] Die durch die Erfindung erzielten Vorteile sind im wesentlichen darin zu sehen, dass
eine hohe Arbeitsgeschwindigkeit erzielbar ist. Beispielsweise konnten mit einer nach
der Erfindung ausgeführten Einrichtung an einer Gitterschweissmaschine 60 Querdrähte
pro Minute, mit zwei nacheinander angeordneten Zuführeinrichtungen somit 120 Querdrähte
pro Minute zugeführt und angeschweisst werden, wobei die Zuführgeschwindigkeit 6-7
Meter pro Sekunde betrug. Die obere Grenze der Leistungsfähigkeit ist damit jedenfalls
noch nicht erreicht. Dabei kann der Zuführweg in einer beliebigen Richtung verlaufen.
So können bei einer Maschine zum gleichzeitigen Schweissen zweier Gitter in übereinanderliegenden
Ebenen eine Zuführeinrichtung die Querdrähte schräg abwärts zu den Schweissstellen
des oberen Gitters und eine zweite Einrichtung die Querdrähte schräg aufwärts zu den
Schweissstellen des unteren Gitters führen. Die zuzuführenden Drähte können von einer
Spule oder einer Haspel abgezogen, geradegerichtet, in die Drahtaufnahme eingeführt
und danach an deren Eingang abgeschnitten werden, während die Greifer den vorher abgeschnittenen
Draht zu den Schweissstellen führen, und danach zurückgezogen werden, um den inzwischen
in den Drahtaufnehmer eingeführten nächsten Draht zu ergreifen. Durch die besondere
Ausbildung der nachgiebig gehaltenen Backen der Greifer wird erreicht, dass die Greifer
den zuzuführenden Draht selbsttätig ergreifen und sich vom zugeführten, angeschweissten
Draht selbständig lösen, ohne dass es dazu eines besonderen Greifermechanismus bedarf.
Es genügt dazu, die Greifer sowohl zum Ergreifen eines vom Drahtaufnehmer aufgenommen
Drahtes als auch zum Lösen von einem angeschweissten Draht einfach entgegengesetzt
zur Zuführrichtung zu bewegen. Durch eine besondere Ausführung der Greifer und der
Greiferantriebe wird erreicht, dass die Einrichtung unter Vermeidung von Folgeschäden
nicht blockiert, wenn die Greifer an ihrer Bewegung in Zuführrichtung oder entgegengesetzt
dazu gehindert sind. Insgesamt zeichnet sich die Zuführeinrichtung durch schnelle,
genaue und störungsfreie Arbeitsweise bei einfacher Konstruktion aus.
[0005] In verfahrensmässiger Hinsicht hat die Erfindung den Vorteil, dass jeweils ein Draht
in der Bereitschaftsstellung für die nächste Schweissung bereit gehalten wird, während
gleichzeitig ungehindert ein neuer Draht in die Drahtaufnahme eingeführt und der Schweissvorgang
des vorhergehende Drahts abgeschlossen sowie das Werk stück mit den angeschweissten
Drähten vorgeschoben werden kann. Mit der Bereitschaftsstellung wird gleichsam ein
Puffer oder Eindraht-Zwischenspeicher geschaffen, der sofort abrufbar ist, wenn dies
die Schweissung des vorangehenden Drahts und der Vorschub des Werkstücks erlauben,
da der Draht in der Bereitschaftsstellung von den Greifern gehalten ist und mittels
diesen ohne Verzug weiterbewegt werden kann. Dabei erlaubt der Zwischenspeicher den
Ausgleich von Verzögerungen bzw. Störungen im Schweissvorgang bzw. dem Werkstückvorschub.
Die Bereitstellung des Drahts in der Bereitschaftsstellung erfolgt zweckmässig so
nahe wie möglich an der Schweissstelle, d.h. so nahe an der Schweissstelle, dass die
Greifer und der von ihnen gehaltene Draht gerade noch ausserhalb des Bewegungsbereichs
der Schweisselektroden und des Werkstücks mit den angeschweissten Drähten liegen.
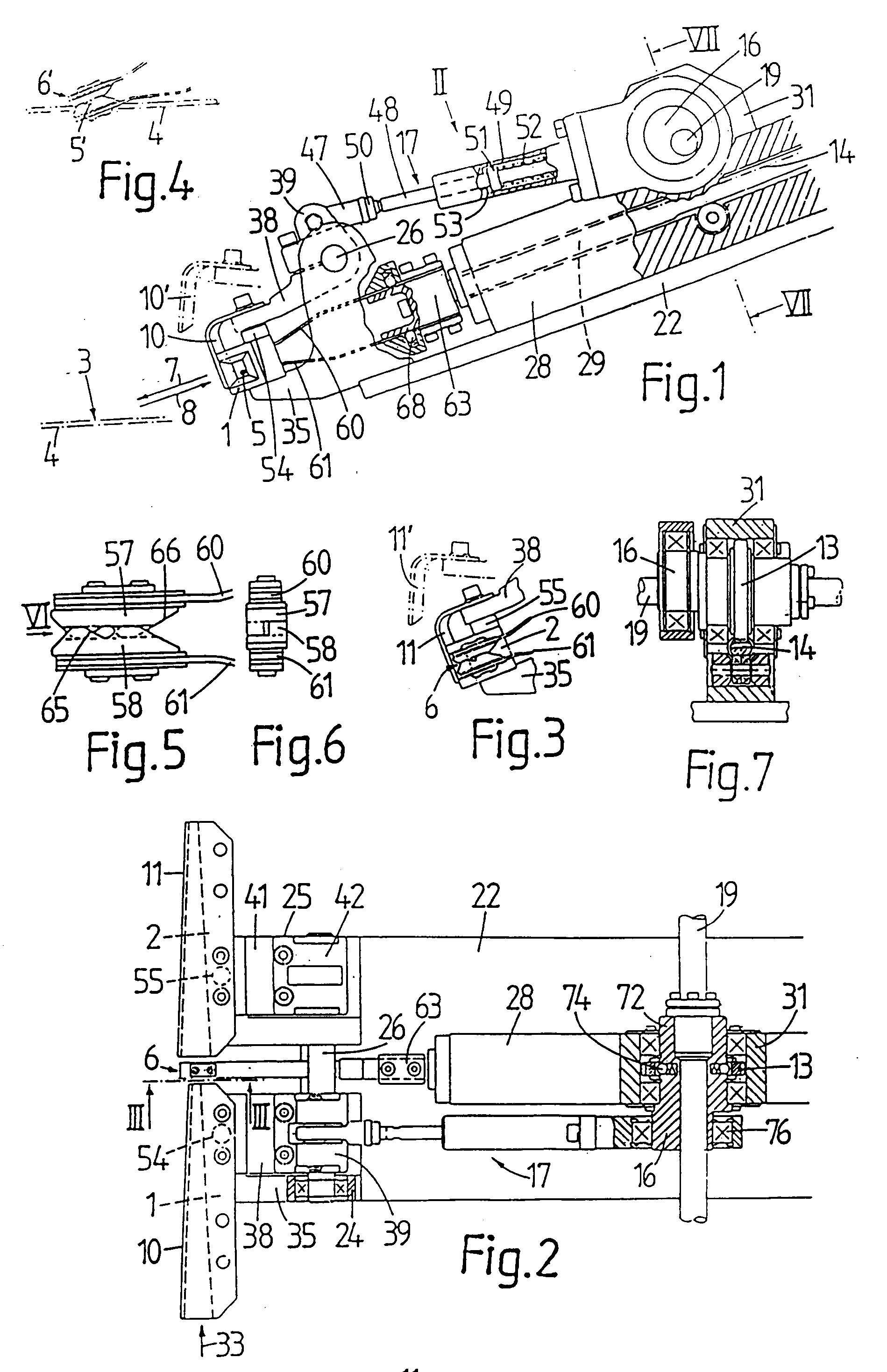
[0006] Die Erfindung wird im folgenden anhand der beiliegenden Zeichnungen näher erläutert,
die nur einen Ausführungsweg am Beispiel einer Querdrahtzuführeinrichtung an einer
Gitterschweissmaschine darstellen. Es zeigen
Fig. 1 eine Seitenansicht einer von mehreren, gleichen Baugruppen einer Querdrahtzuführeinrichtung
zur Verwendung an einer Gitterschweissmaschine,
Fig. 2 eine Draufsicht der Baugruppe in Blickrichtung II in Figur 1,
Fig. 3 eine Schnittansicht nach der Linie III-III in Figur 2,
Fig. 4 das Ende des Querdrahtgreifers der Baugruppe, am Ende seiner Zuführbewegung,
Fig. 5 eine Seitenansicht des Backenpaares des Greifers,
Fig. 6 eine Vorderansicht in Blickrichtung VI in Figur 5 und
Fig. 7 eine Schnittansicht nach der Linie VII-VII in Figur 1.
[0007] Funktionswesentliche Teile der dargestellten Baugruppe sind ein Querdrahtaufnehmer
mit zwei rinnenförmigen Aufnahmeelementen 1 und 2, die miteinander fluchtend in einem
Abstand voneinander so angeordnet sind, dass die offene Rinnenseite der Schweissstelle
3 an den Längsdrähten 4 zugewandt ist; ein Greifer 6, der einen im Querdrahtaufnehmer
aufgenommenen Querdraht 5 zwischen den Aufnahmeelementen 1 und 2 erfasst, den Schweissstellen
3 in Zuführrichtung 7 zuführt, sich nach dem Schweissvorgang vom zugeführten Querdraht
5′ löst und dann in Richtung 8 entgegengesetzt zur Zuführrichtung 7 zurückbewegt wird,
um den nächsten, inzwischen in den Aufnehmer 1, 2 eingeführten Querdraht 5 zu ergreifen;
zwei Abdeckungen 10 und 11, welche die offene Rinnenseite der Aufnahmeelemente 1 und
2 während des Einführens eines Querdrahtes geschlossen halten, und eine Antriebsvorrichtung
13, 14 für den Greifer 6 sowie eine Antriebsvorrichtung 16, 17 für die Abdeckungen
10 und 11. Die Antriebsglieder 13 und 16 der beiden Antriebsvorrichtungen können,
wie in der Zeichnung dargestellt, eine gemeinsame Antriebswelle 19 haben. Zweckmässig
werden sie aber unabhängig voneinander durch verschiedene Antriebsmittel angetrieben,
wobei die Antriebsmittel durch eine (nicht dargestellte) gemeinsame Steuervorrichtung
so gesteuert werden, dass die Abdeckungen 10, 11 in ihre Schliesslage bewegt werden,
sobald der von den Greifern 6 erfasste Querdraht 5 die Aufnahmeelemente 1, 2 verlassen
hat.
[0008] Mehrere solche Baugruppen sind so angeordnet, dass ihre Drahtaufnehmer 1, 2 miteinander
fluchten, und die Zuführrichtungen 7 der Greifer 6 in einer gemeinsamen Ebene liegen.
[0009] Die Baugruppe ist auf einer Grundplatte 22 montiert, die zwei Lagergehäuse 24 und
25 für eine gemeinsame Welle 26 zum Schwenken der beiden Abdeckungen 10 und 11, eine
Führung 28 für eine den Greifer 6 tragende Schubstange 29 und ein Lagergehäuse 31
für die Antriebswelle 19 mit den Antriebsgliedern 13 und 16 trägt.
[0010] Die lichte Weite des Rinnenprofils der Aufnahmeelemente 1 und 2 ist in der Richtung
33, in welcher der jeweilige Querdraht in die Aufnahme 1, 2 einzuführen ist, verjüngt.
Das Aufnahmeelement 1 ist von einem Ansatz 35 des Lagergehäuses 24, das Aufnahmeelement
2 entsprechend am Lagergehäuse 25 befestigt. Die Abdeckungen 10 und 11 sind je an
einem Arm 38 beziehungsweise 41 eines Winkelhebels 38/39 bzw. 41/42 befestigt, der
auf der Welle 26 sitzt. Am anderen, gegabelten Arm 39 des Winkelhebels 38/39 greift
eine Pleuelstange 17 eines Exzentergetriebes an, dessen Exzenter 16 auf der Antriebswelle
19 sitzt. Der andere Winkelhebelarm 42 des Winkelhebels 41/42 ist unbenutzt. Hier
würde ein einarmiger Hebel genügen, lediglich aus Gründen gleicher Bauteile sind zwei
Winkelhebel verwendet. Die Pleuelstange 17 ist dreiteilig, ein erster Teil 47 ist
an den Hebelarm 39 angelenkt. Der mittlere Teil 48 ist zum Einstellen der Pleuelstangenlänge
im Teil 47 schraubbar, mittels einer Gegenmutter 50 fixierbar, im dritten Teil 49
drehbar und verschiebbar gelagert und mit einem Kopf 51 ausgerüstet, der von einer
Schraubenfeder 52 an einen Anschlag 53 gedrückt ist. Die Feder 52 gibt nach, wenn
die Abdeckungen 10 und 11 ihre Schliesslage erreichen, wobei die Hebelarme 38 und
41 je an einen Anschlag 54 bzw. 55 anstossen, deren einer am Aufnahmeelement 1 und
deren anderer am Aufnahmeelement 2 befestigt ist. Die Anschläge 54 und 55 bestehen
beispielsweise aus Kunststoff der Markenbezeichnung Nylon oder Delrin oder einem anderen
Material ähnlicher Eigenschaften. Durch die dreiteilige Ausführung der Pleuelstange
17 im Zusammenhang mit den Anschlägen 54 und 55 wird erreicht, dass die Offenstellung
der Abdeckungen 10 und 11 ohne Einfluss auf deren Schliesslage verändert werden kann,
indem der Teil 48 mehr oder weniger tief in den Teil 47 geschraubt wird.
[0011] Die Greifer 6 werden bei der weiter unten beschriebenen, in zwei Schritten erfolgenden
Vorschubbewegung und der Rückzubewegung auf derselben geradlinigen Bahn zwischen den
beiden Endlagen hin- und her bewegt. Jeder Greifer 6 hat zwei Backen 57 und 58, die
je an einem Ende einer Blattfeder 60 bzw. 61 elektrisch isoliert befestigt und durch
diese Federn nachgiebig aneinander gedrückt sind. Die längliche Träger der Backen
57 und 58 bildenden Blattfedern 60 und 61 sind quer zur Drahtzuführrichtung 7, 8 und
zur Rinnenlängsrichtung der Drahtaufnahmeelemente 1, 2 voneinander distanziert, so
dass ein zuzuführender Draht 5 während der Bewegung der Greifer 6 zwischen den beiden
Blattfedern 60, 61 jedes Greifers 6 hindurch in die rinnenförmigen Drahtaufnahmeelemente
1, 2 einbringbar ist. Die Blattfendern 60, 61 verlaufen anschliessend an die Backen
57 und 58 zuerst divergierend und dann parallel zueinander zu einem Halter 63, in
dem die anderen Enden der Blattfedern 60 und 61 stecken. Der Abstand der parallelen
Teile der Blattfedern 60 und 61 ist nicht grösser als die zu diesem Abstand parallele
Abmessung der Aufnahmeelemente 1 und 2. Der Halter 63 ist fest mit der Schubstange
29 verbunden.
[0012] Jede der Greiferbacken 57, 58 hat eine Nut, deren dem Greiferende zugewandte Flanke
65 so schräg verläuft, dass die Backen im in Fig. 4 dargestellten Zustand an diesen
Nutflanken 65 am angeschweissten Querdraht 5′ gleitend nachgeben, um sich von diesem
zu lösen, wenn der Greifer 6 nach dem Anschweissen dieses Querdrahtes in Richtung
8 (Fig. 1) zurückgezogen wird. Am gegenüberliegenden Ende hat jeder Backen eine Schräge
66, an der die nachgebenden Backen 57 und 58 gleiten, um einen in den Querdrahtaufnehmer
1, 2 eingeführten Draht 6 in ihren Nuten aufzunehmen, wenn der Greifer 6 sich dem
Ende seiner Rückzugbewegung 8 nähert. Bei der in Fig. 5 und 6 dargestellten Ausführung
der Backen 57 und 58 fluchten deren Nuten miteinander und in Ruhelage liegt der Nut
jedes Backens eine ebene Fläche des anderen Backens gegenüber, an der die erhabenen
Teile beiderseits der Nut jenes Backens anstossen. Die Blattfedern 60 und 61 stecken
je in einem Schlitz des Halters 63, aus dem sie unter Ueberwindung eines Rastwiderstandes
herausziehbar sind. Dazu hat jede Blattfeder 60, 61 ein Loch, in das eine federbelastete
Kugel 68 greift. Dadurch werden ein Blockieren und eine Beschädigung der Querdrahtzuführeinrichtung
vermieden, wenn einer oder beide Backen beim Rückzug 8 wegen irgendeiner Unregelmässigkeit
oder Störung gehindert ist. Dann löst sich die den gehinderten Backen tragende Blattfeder
60 oder 61 vom Halter 63, ohne dass die Querdrahtzuführeinrichtung blockiert wird,
was zu Beschädigungen führen könnte. Nachdem die Störung beseitigt wurde, kann die
Blattfeder 60 bzw. 61 mit dem betreffenden Backen 57 bzw. 58 einfach wieder in den
Halter 63 gesteckt werden. Ein weiterer Schutz vor einem Blockieren und dessen Folgeschäden
der Einrichtung, der beim Vorschub 7 und Rückzug 8 des Greifers der Einheit wirkt,
ist im folgenden im Zusammenhang mit dem Greiferantrieb 13/14 beschrieben.
[0013] Mit einem als Zahnstange ausgeführten Teil 14 der Schubstange 29 kämmt ein Zahnradkranz
13. Der Zahnradkranz 13 ist auf einer fest auf der Antriebswelle 19 sitzenden Buchse
72, an der auch der Exzenter 16 gebildet ist, gelagert und durch gleichmässig auf
den Buchsenumfang bzw. inneren Umfang des Zahnradkranzes 13 verteilt angeordnete Rastvorrichtungen
74 (von denen nur zwei in Fig. 2 dargestellt sind) mit der Buchse 72 verbunden. Die
Buchse 72 ist in Wälzlagern 76 im Lagergehäuse 31 gelagert. Jede Rastvorrichtung 74
besteht aus einer Kugel, die in einer radialen Bohrung der Buchse 72 verschiebbar
und von einer Feder in eine Vertiefung am inneren Umfang des Zahnradkranzes 13 gedrückt
ist. Im normalen Betrieb wird der Rastwiderstand der Rastvorrichtungen 74 nicht überwunden,
so dass die Antriebswelle 19 mit der fest auf ihr sitzenden Buchse 72 den Zahnradkranz
13 mitnimmt, um die Schubstange 29/14 und damit den Greifer 6 mit den Backen 57, 58
zu verschieben. Wenn der Greifer 6 jedoch durch irgendeine Störung oder Unregelmässigkeit
im Betrieb der Schweissmaschine (oder der Querdrahtzuführeinrichtung) am Vorschub
7 oder Rückzug 8 gehindert ist, wird der entsprechend bemessene Rastwiderstand der
Rastvorrichtungen 74 überschritten und die Drehung der Buchse 72 nicht mehr auf den
Zahnradkranz 13 übertragen, die Einrichtung läuft, abgesehen von der gehinderten Greiferbewegung,
weiter, sie wird nicht blockiert und Folgeerscheinungen einer Blockierung werden verhindert.
Der Vor- und Rückschub 7 und 8 des Greifers 6 kann durch (nicht dargestellte) Anschläge
begrenzt sein, um das zeitrichtige Zusammenarbeiten des Greifers 6 und der Abdeckungen
10 und 11 nach Beseitigung der Störung sicherzustellen. Wenn beispielsweise vier Rastvorrichtungen
74 vorgesehen sind, ergeben sich ebensoviele Raststellungen der Buchse 72 in bezug
auf den Zahnradkranz 13, wobei aber nur eine dieser Raststellungen die für die Zusammenarbeit
Richtige ist. In der richtigen Raststellung wird der Rastwiderstand weder am Ende
des Greifervorschubs 7 noch am Ende des Greiferrückschubs 8 überschritten. Bei jeder
der drei anderen Raststellungen wird der Rastwiderstand entweder am Ende des Greifervorschubs
oder am Ende des Greiferrückschubs überschritten, so dass die Buchse 72 nach Beseitigung
des Bewegungshindernisses des Greifers 6 den Zahnradkranz 13 so lange mitnimmt, bis
er die richtige Stellung in bezug auf die Buchse 72 hat. Durch die (nicht dargestellte)
Steuervorrichtung kann das zeitrichtige Zusammenarbeiten der Greifer 6 und Abdeckungen
10, 11 auch ohne Anschläge gesteuert werden.
[0014] Ausgehend von dem in Fig. 1 und 2 dargestellten Zustand der Einrichtung wird die
Antriebswelle 19 in einem ersten Schritt um z. B. 120° im Uhrzeigersinn gedreht; danach
wird die Welle in einem zweiten Schritt um z. B. 60° weiter im Uhrzeigersinn gedreht
und schliesslich wird sie in einem dritten Schritt um 180° im Gegenuhrzeigersinn zurückgedreht.
Der Antrieb erfolgt durch einen von einer Steuervorrichtung gesteuerten Gleichstrommotor
mit Regler, wobei auf der Antriebswelle 19 eine Winkelerkennung (Winkelcodierer) für
die Steuervorrichtung vorgesehen ist. Die Steuervorrichtung ist mit Ueberwachungsmitteln
für die Ueberwachung der Stellung der Schweisselektroden und/oder des Werkstücks mit
den angeschweissten Drähten und für die Abgabe eines Freigabesignals verbunden, das
abgegeben wird, wenn die Schweisselektroden und/oder das Werkstück bzw. der zuletzt
daran angeschweisste Draht eine bestimmte Stellung erreicht bzw. überschritten haben.
Die Ueberwachungsmittel können z. B. Lichtschranken, Endschalter oder Winkelcodierer
sein, welche bei bestimmten Stellungen der Schweisselektroden (bzw. deren Antriebsmittel)
und des Werkstücks oder des jeweils zuletzt angeschweissten Drahts (bzw. der Vorschubvorrichtung
für das Werkstück) jeweils ein Freigabesignal erzeugen.
[0015] Der Querdraht 5 kann (in nicht dargestellter Weise) von einer Spule oder einer Haspel
durch eine Richtvorrichtung und eine in Zuführrichtung 33 vor dem Aufnehmer 1, 2 angeordnete
Abschneidevorrichtung hindurchgezogen und in den Aufnehmer 1, 2 geschoben und dann
abgeschnitten werden, wenn die Abdeckungen 10, 11 in Schliesslage und die Greifer
6 nicht oder nicht ganz zurückgezogen sind.
[0016] In dem in Fig. 1 und 2 dargestellten Zustand der Baugruppe haben die Greifer 6 der
Einrichtung ihre Rückschubbewegung 8 beendet und dabei den vorher in die Querdrahtaufnehmer
1 und 2 eingeführten Querdraht 5 ergriffen, womit die Antriebswelle 19 eine halbe
Drehung entgegengesetzt dem Uhrzeigersinn beendete. Sie dreht nun in einem ersten
Schritt im Uhrzeigersinn um 120° . Dabei werden die Greifer 6 von der einen Endlage
in eine Zwischenlage vorgeschoben, während die Abdeckungen 10, 11 in die in Fig. 1
strichpunktiert dargestellte Offenstellung 10′ schwenken, und der von den Greifern
6 ergriffene Draht 5 wird aus seiner Aufgreifstellung im Drahtaufnehmer 1, 2 in eine
Bereitschaftsstellung überführt, in welcher er und die Greiferbacken 57, 58 sowohl
ausserhalb der Drahtaufnehmer 1, 2 als auch ausserhalb des Schweissbereichs (Bewegungsbereichs
der Schweisselektroden) und des Bewegungsbereichs des Werkstücks 4 mit den bereits
angeschweissten Drähten liegen, so dass ein nächster Draht in den Drahtaufnehmer eingebracht
werden kann und Bewegungen der Schweiss- und Werkstückvorschubmittel ungehindert erfolgen
können. Die Steuervorrichtung veranlasst bereits während dieses ersten Schritts, unmittelbar
nachdem die Greifer 6 den Draht 5 aus den Abdeckungen 10, 11 herausgeführt haben,
dass die Abdeckungen aus der Offenstellung 10′ wieder in die Schliessstellung 10 zurückgehen
und der nächste Draht in den Drahtaufnehmer 1, 2 eingebracht wird. Sobald die Ueberwachungsmittel
ein Freigabesignal abgeben, das anzeigt, dass die Schweissung des vorangehenden Drahts
und der Werkstückvorschub soweit fortgeschritten sind, dass der in der Bereitschaftsstellung
befindliche Draht der Schweissstelle zugeführt werden kann, erfolgt, gesteuert durch
die Steuervorrichtung der zweite Schritt: Die Antriebswelle wird um 60° im Uhrzeigersinn
weitergedreht, wobei die Greifer 6 von der Zwischenlage in die andere Endlage und
der von den Greifern 6 gehaltene Draht 5 von der Bereitschaftsstellung in die Anschweissstellung
am Werkstück 4 gebracht wird. Der Querdraht ist nun an den Schweissstellen 3 der Längsdrähte
4 gehalten, um an diese geschweisst zu werden. Sobald der Draht von den Schweisselektroden
festgeklemmt ist, wird die Antriebswelle 19 entgegen dem Uhrzeigersinn um 180° zurückgedreht.
Bei diesem dritten Schritt werden die Greifer 6 in Richtung 8 zurückgezogen, wobei
sie sich zuerst vom durch die Schweisselektroden gehaltenen (oder bereits angeschweissten)
Querdraht 5′ lösen und am Ende ihrer Rückzugbewegung 8 den inzwischen in den Querdrahtaufnehmer
1, 2 eingeführten Querdraht 5 erfassen. Daraufhin wiederholt sich der beschriebene
Arbeitszyklus. Während der Zurückbewegung (dritter Schritt) und dem ersten Vorschubschritt
der Greifer wird der Schweissvorgang beendet und das in Herstellung befindliche Gitter
um eine den Querdrahtabstand entsprechende Strecke weitergeschoben, wobei der Draht
von den Greifern in der Bereitschaftsstellung gehalten wird, solange die Weiterbeförderung
zur Schweissstelle (wegen der Bewegung der Schweisselektroden und des Gitters mit
den angeschweissten Drähten) von der Steuervorrichtung (mangels Freigabesignal) noch
nicht freigegeben ist.
[0017] Die Abdeckungen 10, 11 können ihre Schliesslage bereits dann verlassen, wenn die
Greiferbacken 57 und 58 sich den Drahtaufnahmeelementen 1 und 2 nähern. Sogar ein
vorher aus den Aufnehmern 1 und 2 herausgefallener Querdraht wird beim Zurückziehen
der Greifer der Einrichtung zwischen den zu den Backen 57 und 58 hin konvergierenden
Teilen der Blattfedern 60 und 61 an die Backen 57 und 58 geführt, wenn diese in den
Zwischenraum zwischen den Aufnahmeelementen 1 und 2 eintreten. Sowohl anstelle des
Exzentergetriebes 16/17 als auch anstelle des Zahnstangengetriebes 13/14 können auch
Getriebe anderer geeigneter Art, beispielsweise Kurvengetriebe oder pneumatische oder
hydraulische Getriebe verwendet werden.
[0018] Zur Anpassung an verschiedene Querdraht- und Längsdrahtdicken ist die Einrichtung
zweckmässig senkrecht zur Ebene der Längsdrähte verstellbar.
[0019] Die Einrichtung kann auch so betrieben werden, dass die Greifer 6 von der einen Endlage
unmittelbar in einem Schritt in die andere Endlage gehen, wenn der Arbeitstakt so
gewählt wird, dass die Schweissung und der Weitertransport des Gitters im Vergleich
zur Zuführung des Drahts sehr rasch erfolgen.
1. Einrichtung an einer Schweissmaschine zum Zuführen von an ein Werkstück (4) anzuschweissenden
Drähten (5), insbesondere Querdrahtzuführeinrichtung an einer Gitterschweissmaschine,
umfassend einen Drahtaufnehmer für jeweils einen zuzuführenden (5) Draht, mit rinnenförmigen
Drahtaufnahmeelementen (1, 2), die quer zur Drahtzuführrichtung (7) in Abständen miteinander
fluchtend mit der offenen Seite des Rinnenprofils den Schweissstellen (3) zugewandt
angeordnet sind; Greifern (6), die hin und her (7, 8) bewegbar sind, um in einer Endlage
einen vom Drahtaufnehmer (1, 2) aufgenommenen Draht (5) zwischen benachbarten Drahtaufnahmeelementen
(1, 2) zu ergreifen und in der anderen Endlage den ergriffenen Draht an den Schweissstellen
(3) zum Anschweissen zu halten, dadurch gekennzeichnet, dass zwei Kraftübertragungselemente
(13, 72) für die Bewegung jeweils eines Greifers (6) durch wenigstens eine Rastvorrichtung
(74) miteinander verbunden sind, die so bemessen ist, dass ihr Rastwiderstand bei
gestörter Bewegbarkeit des Greifers (6) überschritten wird.
2. Einrichtung nach Anspruch 1, dadurch gekennzeichnet, dass die lichte Weite des
Rinnen-Profils der Drahtaufnahmeelemente (1, 2) in Einführrichtung (33) des aufzunehmenden
Drahtes (5) verjüngt ist.
3. Einrichtung nach Anspruch 1 oder 2, dadurch gekennzeichnet, dass jedem Drahtaufnahmeelement
(1, 2) eine Abdeckung (10, 11) zugeordnet ist, die in eine Schliesslage, in der sie
dessen offenen Rinnenprofilseite schliesst, und in eine Offenstellung (10′), in der
sie die offene Rinnenprofilseite offen hält, bewegbar ist.
4. Einrichtung nach Anspruch 3, gekennzeichnet durch eine Getriebeanordnung (13/14,
16/17) für die Greifer (6) und für die Abdeckungen (10, 11), mit der die Greifer (6)
zum Ergreifen eines in Schliesslage der Abdeckungen (10, 11) in den Drahtaufnehmer
(1, 2) eingeführten Drahtes (5) entgegengesetzt (8) zur Zuführrichtung (7) und danach
die Greifer (6) zur Zuführung des ergriffenen Drahtes (5) in Zuführrichtung (7) und
die Abdeckungen (10, 11) zum Entlassen des ergriffenen Drahtes (5) aus dem Drahtaufnehmer
(10, 11) in ihre Offenstellung (10′) und danach zum Einführen des nächsten Drahtes
in den Drahtaufnehmer (1, 2) wieder in Schliesslage (10, 11) bewegbar sind.
5. Einrichtung nach Anspruch 4, dadurch gekennzeichnet, dass die Greifer (6) verschiebbar
und die Abdeckungen (10, 11) schwenkbar gelagert und durch Getriebe (13/14, 16/17)
mit gemeinsamer Antriebswelle (19) bewegbar sind.
6. Einrichtung nach Anspruch 5, dadurch gekennzeichnet, dass die Bewegung der Greifer
in Zuführrichtung und entgegengesetzt dazu durch Anschläge begrenzt ist.
7. Einrichtung nach einem der Ansprüche 1 - 6, dadurch gekennzeichnet, dass jeder
Greifer (6) zweinachgiebig aneinander gehaltene Backen (57, 58) mit je einer Schräge
(66) und einer Nut hat, so dass die Backen einander gegenüber mit ihren Schrägen (66)
an dem in den Drahtaufnehmer (1, 2) eingeführten Draht (5) gleitend auf diesen schiebbar
sind, um ihn in den Nuten aufzunehmen, und von dem nach dem Drahtvorschub (7) angeschweissten
Draht, mit ihren Nutflanken (65) an ihm gleitend, abziehbar sind.
8. Einrichtung nach einem der Ansprüche 1 - 7, dadurch gekennzeichnet, dass jeder
Greifer (6) ein Paar Backen (57, 58) hat, die je an einer federnden Zunge (60, 61)
befestigt, nachgiebig aneinander gehalten sind, und dass die Zungen (60, 61) zu den
Backen (57, 58) hin konvergieren.
9. Einrichtung nach einem der Ansprüche 1 - 8, dadurch gekennzeichnet, dass jeder
Greifer (6) ein Paar Backen (57, 58) hat, die je an einer federnden Zunge (60, 61)
befestigt sind, und dass die anderen Zungenenden je in einem Schlitz eines Halters
(63) mittels einer Rastvorrichtung (68) gehalten sind, die so bemessen ist, dass ihr
Rastwiderstand bei entgegengesetzt (8) zum Greifervorschub (7) behinderter Greiferbewegung
überwunden wird.
10. Einrichtung nach einem der Ansprüche 1 - 9, dadurch gekennzeichnet, dass die Greifer
(6) auf derselben, vorzugsweise geradlinigen Bahn zwischen den beiden Endlagen hin-
und her (7, 8) bewegbar sind.
11. Einrichtung nach einem der Ansprüche 1 - 10, dadurch gekennzeichnet, dass jeder
Greifer (6) zwei längliche Träger (60, 61) hat, deren eine Enden je eine Backe (57,
58) für die Aufnahme des Drahts (5) aufweisen, und deren andere Enden an einer Vorschubvorrichtung
(29, 63) für die Hin- und Herbewegung der Greifer (6) gelagert sind, und dass die
beiden Träger (60, 61) quer zur Drahtzuführrichtung (7, 8) und zur Rinnenlängsrichtung
der Drahtaufnahmeelemente (1, 2) voneinander distanziert sind, so dass ein zuzuführender
Draht (5) während der Bewegung der Greifer (6) zwischen den beiden Trägern (60, 61)
jedes Greifers (6) hindurch in die rinnenförmigen Drahtaufnahmeelemente (1, 2) einbringbar
ist.
12. Einrichtung nach einem der Ansprüche 1 - 11, gekennzeichnet durch eine Steuervorrichtung
für die Steuerung der Bewegung der Greifer (6) bzw. deren Vorschubvorrichtung (29,
63), welche die Vorschubbewegung der Greifer (6) von der einen in die andere Endlage
in zwei unabhängigen Schritten steuert, wobei die Greifer (6) im ersten Schritt von
der einen Endlage in eine Zwischenlage, in welcher der von den Greifern (6) gehaltene
Draht (5) sowohl ausserhalb des Drahtaufnehmers (1, 2) als auch ausserhalb des Schweiss-
und des Bewegungsbereichs des Werkstücks (4) liegt, so dass ein nächster Draht in
den Drahtaufnehmer (1, 2) eingebracht werden kann und Bewegungen der Schweiss- und
Werkstückvorschubmittel ungehindert erfolgen können, und im zweiten Schritt von der
Zwischenlage in die andere Endlage bewegt werden.
13. Einrichtung nach Anspruch 12, gekennzeichnet durch mit der Steuervorrichtung verbundene
Ueberwachungsmittel für die Ueberwachung der Stellung der Schweisselektroden und/oder
des Werkstücks mit den angeschweissten Drähten und für die Abgabe eines Freigabesignals
bei Erreichen oder Ueberschreiten einer bestimmten Stellung der Schweisselektroden
und/oder des Werkstücks, wobei die Steuervorrichtung den zweiten Schritt der Greiferbewegung
in Abhängigkeit vom Freigabesignal auslöst.
14. Verfahren zum Zuführen von an ein Werkstück (4) anzuschweissenden Drähten (5),
wobei jeweils ein Draht (5) in eine Aufgreifstellung in einen Drahtaufnehmer (1, 2)
gebracht, in der Aufgreifstellung von Greifern (6) ergriffen und in eine Anschweissstellung
am Werkstück (4) gebracht wird, dadurch gekennzeichnet, dass der Draht (5) von den
Greifern (6) aus der Aufgreifstellung zunächst in eine Bereitschaftsstellung überführt
wird, in welcher der Draht von den Greifern (6) sowohl ausserhalb des Drahtaufnehmers
(1, 2) als auch ausserhalb des Schweiss- und des Bewegungsbereichs des Werkstücks
(4) mit den angeschweissten Drähten liegt, so dass ein nächster Draht in den Drahtaufnehmer
eingebracht werden kann und Bewegungen der Schweiss- und Werkstückvorschubmittel ungehindert
erfolgen können, und der Draht (5) mittels der Greifer (6) von der Bereitschaftsstellung
in die Anschweissstellung am Werkstück (4) gebracht wird, sobald die Schweissung des
vorangehenden Drahts (5) und der Werkstückvorschub dies zulassen.
15. Verfahren nach Anspruch 15, dadurch gekennzeichnet, dass in einer bestimmten Stellung
der Schweisselektroden und/oder des Werkstücks bzw. des jeweils daran angeschweissten
Drahts ein Freigabesignal erzeugt wird, und die Greifer solange in der Bereitschaftsstellung
gehalten werden, bis das Freigabesignal die Bewegung der Greifer von der Bereitschafts-
in die Anschweissstellung freigibt.
1. On a welding machine, a means of feeding wires (5), which are to be welded to a
workpiece (4), particularly a transverse wire feed means on a grid welding machine,
comprising a wire holder for a wire (5) which is to be supplied, with channel-like
wire receiving elements (1, 2) which are disposed cross-wise to the wire feed direction
(7) at intervals from one another, aligned with the open side of the channel profile
and facing the welding stations (3); grippers (6) adapted for reciprocating movements
(7, 8), in order to grip between adjacent wire receiving elements (1, 2) wire (5)
which in one extreme position has been picked up by the wire holder (1, 2) and, in
the other extreme position, to hold the gripped wire at the welding stations (3) so
that the wire can be welded on, characterised in that two force transmitting elements
(13, 72) for moving in each case one gripper (6) are connected to each other by at
least one catch device (74) which is so dimensioned that its catch resistance is overcome
in the event of the movement of the gripper (6) being impeded.
2. A means according to Claim 1, characterised in that the inside clearance of the
channel profile of the wire receiving elements (1, 2) is tapered in the direction
(33) of insertion of the wire (5) which is to be accommodated.
3. A means according to Claim 1 or 2, characterised in that there is associated with
each wire receiving element (1, 2) a covering (10, 11) which is adapted for movement
into a closed position in which it closes its open channel profile end and into an
open position (10′) in which it maintains open the open channel profile end.
4. A means according to Claim 1, characterised by a gear arrangement (13/14, 16/17)
for the grippers (6) and for the coverings (10, 11), with which the grippers (6) are
capable of being moved in opposition (8) to the feed direction (7) to grip a wire
(5) introduced into the wire holder (1, 2) in the closed position of the coverings
(10, 11) and subsequently, for feeding the gripped wire (5), the grippers (6) can
be moved in the feed direction (7) and the coverings (10, 11) can be moved into their
open position (10′) to remove the gripped wire (5) from the wire holder (10, 11) and
then, to insert the next wire into the wire holder (1, 2) can be moved back into the
closed position (10, 11) again.
5. A means according to Claim 4, characterised in that the grippers (6) are displaceably
mounted while the coverings (10, 11) are pivotably mounted and can be moved by gear
mechanisms (13/14, 16/17) with a joint drive shaft (19).
6. A means according to Claim 5, characterised in that the movement of the grippers
in the feed direction and in opposition thereto is bounded by abutments.
7. A means according to one of Claims 1 to 6, characterised in that each gripper (6)
has two jaws (57, 50) which are held resiliently against each other, each having a
sloping surface (66) and a groove, so that the jaws, having their sloping surfaces
(66) opposite each other, are adapted to slide on the wire (5) introduced into the
wire holder (1, 2) in order to take it up in the grooves and can be withdrawn from
the wire welded on after the wire feed (7), the flanks (65) of the grooves sliding
on the wire.
8. A means according to one of Claims 1 to 7, characterised in that each gripper (6)
has a pair of jaws (57, 50) fixed on respective spring tongues (60, 61) and held yieldingly
against each other, and in that the tongues (60, 61) verge towards the jaws (57, 58).
9. A means according to one of Claims 1 to 0, characterised in that each gripper (6)
has a pair of jaws (57, 50) fixed on respective spring tongues (60, 61), and in that
the other tongue ends are held in respective slots in a holder (63) by means of a
catch device (60) which is so dimensioned that its catch resistance is overcome when
the gripper movement in opposition (8) to the gripper feed (7) is impeded.
10. A means according to one of Claims 1 to 9, characterised in that the grippers
(6) are adapted for reciprocating movement (7, 8) on the same preferably rectilinear
path between the two extreme positions.
11. A means according to one of Claims 1 to 10, characterised in that each gripper
(6) has two elongate carriers (60, 61) of which one end has a jaw (57, 50) to accommodate
the wire (5) while the respective other end is mounted on a feed device (29, 63) for
the reciprocating movement of the grippers (6) and in that the two carriers (60, 61)
are, transversely to the direction of wire feed (7, 8) and to the longitudinal direction
of the channel in the wire receiving elements (1, 2), spaced apart so that a wire
(5) which is to be fed can, during movement of the grippers (6), be positioned between
the two carriers (60, 61) of each gripper (3) and into the channel-like wire receiving
elements (1, 2).
12. A means according to one of Claims 1 to 11, characterised by a control device
for controlling the movement of the grippers (6) or the feed device (29, 63) which
controls the feed movement of the grippers (6) from one extreme position into the
other in two independent stages, the grippers (6) in the first stage being moved from
one extreme position into an intermediate position in which the wire (5) held by the
grippers (6) lies both outside the wire holder (1, 2) and also outside the welding
and movement area of the workpiece (4), so that a next wire can be incorporated into
the wire holder (1, 2) and so that movements of the welding and workpiece feed means
can take place without hindrance and in the second stage the grippers are moved from
the intermediate position into the other extreme position.
13. A means according to Claim 12, characterised by, connected to the control device,
monitoring means for monitoring the position of the welding electrodes and/or of the
workpiece with the welded-on wires and for delivering a release signal upon reaching
or exceeding a specific position of the welding electrodes and/or of the workpiece,
the control device triggering the second stage of the gripper movement as a function
of the release signal.
14. A method of feeding wires (5) which are to be welded on a workpiece (4), in which
in each case one wire (5) is brought into a pick-up position into a wire holder (1,
2) and, while in the pick-up position is taken up by grippers (6) and moved into a
welding-on position on the workpiece (4), characterised in that the wire (5) is transferred
by the grippers (6) from the pick-up position initially into a stand-by position in
which the wire from the grippers (6) is situated both outside the wire holder (1,
2) and also outside the welding and movement range of the workpiece (4) with the welded-on
wires, so that a next wire can be fitted into the wire holder and movements of the
welding and workpiece feed means can take place without hindrance, the wire (5) being
moved by the grippers (6) from the stand-by position into the welding-on position
on the workpiece (4) as soon as welding of the preceding wire (5) and the workpiece
feed allow this.
15. A method according to Claim 14, characterised in that in a specific position of
the welding electrodes and/or of the workpiece or of the wire welded thereon a release
signal is generated and the grippers are maintained in the stand-by position until
such time as the release signal allows the grippers to move from the stand-by position
into the welding-on position.
1. Dispositif équipant une machine de soudage, en vue de l'alimentation en fils métalliques
(5) à rapporter par soudage sur une pièce (4), notamment dispositif d'alimentation
en fils métalliques transversaux équipant une machine de soudage de treillis, comprenant
un récepteur de fils respectivement destiné à un fil (5) à délivrer, et muni d'éléments
(1, 2) récepteurs de fils, configurés en rigoles et tournés vers les zones de soudage
(3) par le côté ouvert du profil en rigole, avec coïncidence mutuelle et à distance
transversalement par rapport à la direction (7) de délivrance des fils ; ainsi que
des organes de préhension (6) mobiles en va-et-vient (7, 8) de telle sorte que, dans
une position extrême, ils saisissent, entre des éléments voisins (1, 2) récepteurs
de fils, un fil (5) prélevé par le récepteur de fils (1, 2) et que, dans l'autre position
extrême, ils maintiennent le fil saisi dans les zones de soudage (3), en vue de la
solidarisation soudée, caractérisé par le fait que deux éléments (13, 72) transmetteurs
de forces sont reliés l'un à l'autre, afin d'imprimer un mouvement à un organe de
préhension considéré (6), par l'intermédiaire d'au moins un mécanisme à déclic (74)
qui est dimensionné de façon que sa résistance à l'encliquetage soit surmontée lorsque
la mobilité de l'organe de préhension (6) est perturbée
2. Dispositif selon la revendication 1, caractérisé par le fait que la largeur intérieure
du profil en rigole des éléments (1, 2) récepteurs de fils est rétrécie dans le sens
d'introduction (33) du fil (5) devant être prélevé.
3. Dispositif selon la revendication 1 ou 2, caractérisé par le fait qu'un capot (10,
11), associé à chaque élément (1, 2) récepteur de fils, peut être déplacé à une position
de fermeture dans laquelle il obture le côté ouvert du profil en rigole dudit élément,
et à une position d'ouverture (10′) dans laquelle il maintient ouvert le côté ouvert
dudit profil en rigole.
4. Dispositif selon la revendication 3, caractérisé par un ensemble de transmission
(13/14, 16/17) pour les organes'de préhension (6) et pour les capots (10, 11), à l'aide
duquel les organes de préhension (6) peuvent être déplacés en sens inverse (8) de
la direction de délivrance (7), en vue de saisir un fil (5) introduit dans le récepteur
de fils (1, 2) lorsque les capots (10, 11) occupent une position de fermeture, après
quoi les organes de préhension (6) peuvent être déplacés dans la direction de délivrance
(7) afin de délivrer le fil (5) saisi, et les capots (10, 11) peuvent être déplacés
à leur position d'ouverture (10′), en vue de dégager le fil saisi (5) hors du récepteur
de fils (10, 11), puis de nouveau à une position de fermeture (10, 11) en vue d'introduire
le fil suivant dans le récepteur de fils (1, 2).
5. Dispositif selon la revendication 4, caractérisé par le fait que les organes de
préhension (6) sont montés à coulissement et les capots (10, 11) sont montés à pivotement,
et peuvent être déplacés par l'intermédiaire de transmissions (13/14, 16/17) à arbre
commun d'entraînement (19).
6. Dispositif selon la revendication 5, caractérisé par le fait que le mouvement des
organes de préhension, dans la direction de délivrance et en sens inverse, est limité
par l'intermédiaire de butées.
7. Dispositif selon l'une des revendications 1-6, caractérisé par le fait que chaque
organe de préhension (6) présente deux mâchoires (57, 58) retenues en souplesse l'une
contre l'autre et respectivement pourvues d'un biseau (66) et d'une rainure, de telle
sorte que les mâchoires puissent coulisser en regard l'une de l'autre par leurs biseaux
(66), en glissant sur le fil (5) introduit dans le récepteur de fils (1, 2), en vue
de recevoir ledit fil dans les rainures, et soient rétractables à l'écart dudit fil
rapporté par soudage après l'avance (7) du fil, en glissant sur ce dernier par les
flancs (65) de leurs rainures.
8. Dispositif selon l'une des revendications 1-7, caractérisé par le fait que chaque
organe de préhension (6) comporte une paire de mâchoires (57, 58) qui sont retenues
en souplesse l'une contre l'autre, en étant fixées chacune à une languette élastique
(60, 61) ; et par le fait que les languettes (60, 61) convergent en direction des
mâchoires (57, 58).
9. Dispositif selon l'une des revendications 1-8, caractérisé par le fait que chaque
organe de préhension (6) comporte une paire de mâchoires (57, 58) dont chacune est
fixée à une languette élastique (60, 61) ; et par le fait que les autres extrémités
des languettes sont respectivement maintenues, dans une fente d'une pièce de retenue
(63), au moyen d'un mécanisme à déclic (68) qui est dimensionné de telle sorte que
sa résistance à l'encliquetage soit surmontée lors d'un mouvement des organes de préhension
gêné en sens inverse (8) de l'avance (7) des organes de préhension.
10. Dispositif selon l'une des revendications 1-9, caractérisé par le fait que les
organes de préhension (6) peuvent être animés d'un va-et-vient (7, 8) entre les deux
positions extrêmes, sur la même trajectoire préférentiellement rectiligne
11. Dispositif selon l'une des revendications 1-10, caractérisé par le fait que chaque
organe de préhension (6) présente deux supports longilignes (60, 61), dont les unes
des extrémités comportent chacune une mâchoire (57, 58) pour la réception du fil (5),
et dont les autres extrémités sont montées sur un mécanisme d'avance (29, 63) assurant
le va-et-vient des organes de préhension (6) ; et par le fait que les deux supports
(60, 61) sont distants l'un de l'autre transversalement par rapport à la direction
(7, 8) de délivrance du fil, et par rapport à la direction longitudinale des rigoles
des éléments (1, 2) récepteurs de fils, de telle sorte que, au cours du mouvement
des organes de préhension (6), un fil (5) à délivrer puisse être introduit dans les
éléments (1, 2) récepteurs de fils, configurés en des rigoles, en passant entre les
deux supports (60, 61) de chaque organe de préhension (6).
12. Dispositif selon l'une des revendications 1-11, caractérisé par un dispositif
de commande pour assurer la commande du mouvement respectif des organes de préhension
(6) ou du mécanisme d'avance (29, 63) de ces derniers, qui commande le mouvement d'avance
des organes de préhension (6) de l'une à l'-autre des positions extrêmes, en deux
étapes indépendantes ; dispositif dans lequel, au cours de la première étape, les
organes de préhension (6) sont déplacés de l'une des positions extrêmes à une position
intermédiaire dans laquelle le fil (5), retenu par les organes de préhension (6),
se trouve aussi bien à l'extérieur du récepteur de fils (1, 2) qu'à l'extérieur de
la zone de soudage et de la zone de mouvement de la pièce (4), de manière qu'un fil
successif puisse être introduit dans le récepteur de fils (1, 2), et que des mouvements
des moyens de soudage et d'avance de ladite pièce puissent s'opérer sans entrave ;
et dans lequel, au cours de la seconde étape, lesdits organes sont déplacés de la
position intermédiaire à l'autre position extrême.
13. Dispositif selon la revendication 12, caractérisé par des moyens de surveillance
raccordés au dispositif de commande, en vue de surveiller la position des électrodes
de soudage et/ou de la pièce sur laquelle les fils métalliques sont rapportés par
soudage, et en vue de délivrer un signal de libération lorsqu'une position déterminée
des électrodes de soudage et/ou de la pièce est atteinte ou dépassée, le dispositif
de commande déclenchant la seconde étape du mouvement des organes de préhension en
fonction du signal de libération.
14. Procédé pour l'alimentation en fils métalliques (5) devant être rapportés par
soudage sur une pièce (4), procédé dans lequel un fil considéré (5) est amené à une
position de saisie dans un récepteur de fils (1, 2), est saisi par des organes de
préhension (6) dans la position de saisie, puis est amené à une position de solidarisation
par soudage avec la pièce (4), caractérisé par le fait que les organes de préhension
(6) transfèrent tout d'abord le fil (5), à partir de la position de saisie, à une
position d'attente dans laquelle le fil des organes de préhension (6) se trouve aussi
bien à l'extérieur du récepteur de fils (1, 2), qu'à l'extérieur de la zone de soudage
et de la zone de mouvement de la pièce (4) sur laquelle les fils métalliques sont
rapportés par soudage, de telle sorte qu'un fil successif puisse être introduit dans
-le récepteur de fils, et que des mouvements des moyens de soudage et d'avance de
la pièce puissent s'opérer sans entrave, puis le fil (5) est amené de la position
d'attente à la position de solidarisation par soudage avec la pièce (4), au moyen
des organes de préhension (6), dès que cela est autorisé par le soudage du fil précédent
(5) et par l'avance de la pièce.
15. Procédé selon la revendication 14, caractérisé par le fait que, dans une position
déterminée des électrodes de soudage et/ou de la pièce, respectivement du fil métallique
considéré qui en est rendu solidaire par soudage, un signal de libération est engendré
et les organes de préhension sont maintenus, dans la position d'attente, jusqu'à ce
que le signal de libération libère le mouvement desdits organes de préhension, de
la position d'attente à la position de solidarisation par soudage.